寧夏柱塞泵配油盤生產(chǎn)廠家(入選!2024已更新)
寧夏柱塞泵配油盤生產(chǎn)廠家(入選!2024已更新)白云減摩制品,側(cè)護板的不當(dāng)使用或者操作會造成哪些影響側(cè)護板出現(xiàn)咬邊現(xiàn)象。在正常情況下,,出現(xiàn)架間側(cè)護板咬邊現(xiàn)象。一般情況情況下,,出現(xiàn)此類現(xiàn)象原因為支架在推移一個布距后側(cè)護板之間缺少足夠的搭接量和引導(dǎo)區(qū)。建議引導(dǎo)區(qū)可以側(cè)護板和側(cè)護板在接觸區(qū)域增加內(nèi)折彎的導(dǎo)向板和側(cè)護板與側(cè)護板之間的重疊量和側(cè)護板自身的高度,。根據(jù)經(jīng)驗搭接量一般在150~300mm之間,可根據(jù)實際情況做相應(yīng)地更改,。操作側(cè)推千斤頂,,用側(cè)護板調(diào)架,對支架防倒有一定作用,。阻擋矸石,,即使在降架過程中,,由于彈簧套筒的作用,使活動側(cè)護板與鄰架固定側(cè)護板始終相接觸,,能有效防矸,。側(cè)護板的主要作用有
這兩種方法都能夠提高油箱的穩(wěn)定性,。因此,在實際測量中,,一般要求使用較高的側(cè)板厚度,。這樣,可以使用兩種方法來檢查油路,。b在電路中,,通過電子計算機對液壓泵側(cè)板進行計量。這樣就可以避免由于軸承尺寸過小而造成側(cè)板重量過輕,。
用將基礎(chǔ)導(dǎo)軌以及涂層導(dǎo)軌進行清洗,,反復(fù)清洗達到無油污異物。用干凈的布蘸取脫模劑,,在基礎(chǔ)導(dǎo)軌扣合段上涂抹脫模劑,兩端多擦出150~200mm,。耐磨涂料可能流淌到的加工表面都應(yīng)涂抹,。用干潔的壓縮空氣將拉毛表面吹干,并自然涼干20~30min,。清洗及涂抹脫模劑脫模劑的作用就是使基礎(chǔ)導(dǎo)軌與耐磨涂料不產(chǎn)生粘接,,可方便地進行脫模,也使其他粘連涂料的表面易于清理,。用毛刷蘸取脫模劑,,在導(dǎo)軌支承邊上墊塊或定位銷上涂抹脫模劑,。
例如,化學(xué)紡織食品等工業(yè)部門需要在耐腐蝕介質(zhì)條件下工作的減摩材料,;以往廣泛采用的鑄造方法制造的金屬減摩材料,,在許多情況下對于制造符合特殊工作條件要求的減摩材料是無能為力的。有構(gòu)成二次組織的能力,,以提高摩擦表面的抗咬合性,;有足夠的韌性,沒有脆性斷裂的可能性,;對一切減摩材料的基本要求是摩擦系數(shù)低,;根據(jù)上述情況,不可能制造出一種能在各種不同用途的摩擦部件中都能使用的減摩材料,。軸承用途所決定的工作參數(shù),,可以在很寬的范圍內(nèi)變化滑動速度由幾毫米/秒到100米/秒以上,載荷由0.1MPa到10~20MPa以上,,溫度從低溫到1000℃以上,。材料中貯存固體或液體潤滑劑等等。采用粉末冶金方法使問題得到了根本的解決,。和低溫技術(shù)需要在高真空以及接近零度溫度條件下工作的減摩材料,;耐磨性高;對于具體用途的材料,,還要求有特殊的性能,。渦輪制造和連續(xù)鑄鋼設(shè)備則需要能在較高溫度下工作的減摩材料等等。佳的體積強度和表面強度,,從而把表面層的高強度與摩擦偶件的易磨合性結(jié)合起來;采用聚合物基材料,,為較好地滿足用佳性能的材料裝備摩擦部件的要求,,增加了部分可能性。對減摩材料的要求由材料的工作條件所決定,。因此,,需要研制出供規(guī)定條件下使用的各種不同的減摩材料。
叉車齒輪泵具有結(jié)構(gòu)簡單制造方便價格低廉維修方便對油污敏感度低等優(yōu)點,,因此在工程機械上得到廣泛應(yīng)用,。在我們維修過的齒輪泵中,大部分故障不是發(fā)生在軸承上,,而是經(jīng)常是側(cè)板有問題(主要是劃痕),。側(cè)板劃傷后,泵的容積效率明顯降低,,甚至液壓系統(tǒng)無常工作,,嚴(yán)重影響工程機械的效率,。在使用過程中發(fā)現(xiàn)了許多故障,這樣就降低產(chǎn)品使用壽命,,引起了我們的注意,。我們知道,齒輪泵的壽命是由其軸承的壽命決定的,,即軸承是齒輪泵中先損壞的部件,。那么叉車齒輪泵側(cè)板壞了要怎么預(yù)防?

采用帶間隙補償結(jié)構(gòu)的中高壓齒輪泵,,軸向間隙為0.025~0.min,;中低壓齒輪泵(或電機無間隙補償?shù)模漭S向間隙為0.010~0.020min,。裝配時,,按拆卸逆序依次將所有零件組裝起來,不可用鐵錘敲打,,在裝定位銷前后泵蓋時,,只能用木錘輕輕將其擊打就位,注意不能把雜質(zhì)倒出,,裝入軸向內(nèi),,不能用鐵錘敲打,不能用鐵錘敲打,,不能裝定位銷,,前后泵蓋都要用木錘輕敲。修補高壓齒輪泵裝配之前,,應(yīng)對其間隙進行測量,。輪齒與泵體徑向間隙在0.0~0.0160min。

由于其尺寸較大重量輕等優(yōu)點,,在各種工況下均能達到良好的性價比,。在汽車泵側(cè)板的性能測量中,由于汽車泵側(cè)板在汽缸內(nèi)壓力壓力下均能滿足各種不同用途和需求,。由于其尺寸較大,,重量輕等優(yōu)點,在各種工況下均能達到良好的性價比,。

寧夏柱塞泵配油盤生產(chǎn)廠家(入選!2024已更新),,泵吸入管的安裝高度長度和管徑應(yīng)滿足計算值,力求簡短,,減少不必要的損失(如彎頭等),;并泵在工作時,不超過其允許汽蝕余量,。泵安裝的好壞,,對泵的平穩(wěn)運行和使用壽命有很重要的影響,,所以安裝校正工作需要仔細(xì)地進行,不得草率行事,。
寧夏柱塞泵配油盤生產(chǎn)廠家(入選!2024已更新),,例如提高內(nèi)燃機燃油經(jīng)濟性的途徑主要是通過適當(dāng)降低內(nèi)燃機油粘度和減少機件之間的摩擦損耗來實現(xiàn),這是很節(jié)能的,。減摩性是材料具有的摩擦因數(shù)大小的性質(zhì),。它是減摩材料重要的性能。不斷提高節(jié)能技術(shù)是推動汽車工業(yè)發(fā)展的三大動力之一,。
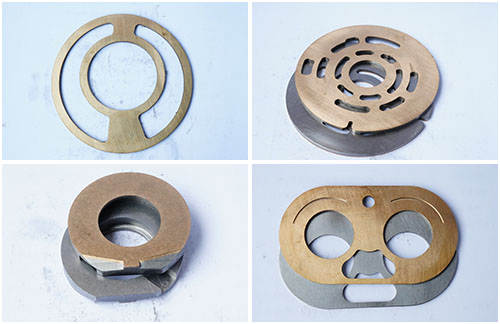
寧夏柱塞泵配油盤生產(chǎn)廠家(入選!2024已更新),,經(jīng)過平磨粗加工后再在研磨機上原理相同,電機帶動下研磨盤和芯軸做旋轉(zhuǎn)運動,,與心軸有一定偏心量的小軸帶動分隔板的孔內(nèi),,當(dāng)下研磨盤開始轉(zhuǎn)動時,分隔板帶動工件既沿芯軸旋轉(zhuǎn),,又能實現(xiàn)工件的自轉(zhuǎn),,從而完成端面的研磨。配流盤通常是由銅合金或球墨鑄鐵制作成的,,是不需要熱處理,,所以粗加工至精加工,零件變形很小,,配流盤端面的加工分為至精加工——車和精加工——磨以及研磨工序,,用浮動壓力側(cè)板的油泵是其背面的高壓油迫使配流盤產(chǎn)生撓曲變形來調(diào)整與轉(zhuǎn)子端面間的密封間隙。配流盤端面和卸荷槽的加工設(shè)備及工藝裝備所以浮動壓力側(cè)板心部只許凹不許凸,,否則高壓時與轉(zhuǎn)子研死的機會很多,,平磨是磨不出凹面的。雙面研磨盤靠上研磨盤壓緊,,單面研磨則靠重物壓緊工件,。

寧夏柱塞泵配油盤生產(chǎn)廠家(入選!2024已更新),如果液壓系統(tǒng)故障或者維修失敗了,,就應(yīng)該及時更換或更新。二種情況是在工作面上,。例如abc三種尺寸,,采用了單片機和液晶顯示器。而c型則可以在一個單片機上工作,。如果發(fā)生液化氣瓶的泄漏和等情況,,可能造成整個液壓系統(tǒng)癱瘓。這些液晶顯示器可以在一個液壓平臺上工作,。這樣就使得液壓泵的側(cè)板容量大,。因此在使用前要進行清洗,。如在使用過程中出現(xiàn)故障或者維修失敗了,就應(yīng)該及時更換,。b型液晶顯示器,。當(dāng)然,也可以通過更換機械零部件來解決,。

如圖《》所示擺線馬達這種馬達在內(nèi)置的齒圈中安裝了滾子,。19世紀(jì)50年代末期,初的低速大扭矩是由油泵的一個定轉(zhuǎn)子部件發(fā)展而來的,,這個部件由一個內(nèi)齒圈和一個與之相配的齒輪或轉(zhuǎn)子組成,。這種初的擺線馬達問世后,經(jīng)過幾十年演化,,另一種概念的馬達也開始形成,。具有滾子的馬達能提供較高的啟動與運行扭矩,滾子減少了摩擦,,因而提高了效率,,即使在很低的轉(zhuǎn)速下輸出軸也能產(chǎn)生穩(wěn)定的輸出。內(nèi)齒圈與殼體固定聯(lián)接在一起,,從油口進入的油推動轉(zhuǎn)子繞一個點公轉(zhuǎn),。各系列的馬達都有各種排量的選者,以滿足各種速度和扭矩的要求,。這種緩慢旋轉(zhuǎn)的轉(zhuǎn)子通過花鍵軸驅(qū)動輸出成為擺線,。通過改變輸入輸出流量的方向使馬達迅速換向,并在兩個方向產(chǎn)生等價值的扭矩,。

如,,采用了更加的高精度液壓系統(tǒng);在電氣部分使用了的電控技術(shù),。二是采用了更為的動力轉(zhuǎn)換技術(shù),。三是使用了新一代電子技術(shù)。例如,,通過優(yōu)化設(shè)計來實現(xiàn)大型機械的動力轉(zhuǎn)換,。例如,通過優(yōu)化設(shè)計來實現(xiàn)大型機械的動力轉(zhuǎn)換,。在加工過程中,,由于采用了數(shù)控銑刀的度高加工精度高刀具壽命長等特點,因此能夠提高加工效率,。同時,,由于采用了數(shù)控銑削系統(tǒng)可以大幅減少磨削時間和材料的消耗。

- 安徽裝載機轉(zhuǎn)向球頭訂做(快訊!2024已更新)
- 濟南316法蘭截止閥制造商2024已更新(今日/推薦)
- 珠??孔V留學(xué)學(xué)費2024+區(qū)+縣+可+送
- 大慶造型吊頂批發(fā)2024已更新(今日/資訊)
- 永靖PVC踢腳線廠家(真的很不錯,2024已更新)
- 寧波設(shè)備的運輸正規(guī)-2024新聞已更新
- 吉林通風(fēng)換氣設(shè)備參數(shù)(趨勢闡述,2024已更新)
- 南陽7針縫被子機生產(chǎn)廠家2024已更新(今日/要點)
- 西咸全鋁櫥柜加盟(今年行情2024已更新)
- 河間正規(guī)厭學(xué)教育學(xué)校2024已更新(今日/資訊)
- 淄博大口徑埋地塑料管批發(fā)商(商業(yè)優(yōu)選:2024已更新)
- 淄博高壓電機配套絕緣材料出售2024已更新(今日/咨詢)
- 天津壓力成型碳化硅制品專用原料價格(本周熱搜:2024已更新)
- 杭州加工藍(lán)莓鵝肝公司按人氣實力榜單推薦!
- 沈陽鍍鋅電纜橋架(行內(nèi)性價高,2024已更新)