-
掘進(jìn)機(jī)常見故障分析及處理方法
-
懸臂式掘進(jìn)機(jī)與全斷面掘進(jìn)機(jī)的區(qū)別
-
正確使用采煤機(jī)截齒及其重要性
-
掘進(jìn)機(jī)截齒:礦山開采的鋒銳利器
-
掘進(jìn)機(jī)的多樣類型與廣闊市場(chǎng)前景
-
怎么樣對(duì)掘進(jìn)機(jī)截割減速機(jī)進(jìn)行潤(rùn)滑呢?
-
哪些因素會(huì)影響懸臂式掘進(jìn)機(jī)配件的性能,?
-
懸臂式掘進(jìn)機(jī)常見型號(hào)
-
懸臂式掘進(jìn)機(jī)的相關(guān)介紹及發(fā)展現(xiàn)狀
-
掘錨機(jī)配件的檢修及維護(hù)
浙江數(shù)控機(jī)床測(cè)量?jī)x安裝
該設(shè)備具有良好的用戶友好性(新產(chǎn)品信號(hào)放大和監(jiān)控窗口的自動(dòng)計(jì)算),,并具有自動(dòng)計(jì)算所有監(jiān)控限制的導(dǎo)入功能(優(yōu)化器),。放置在機(jī)床或刀具相關(guān)位置的傳感器(如力,、聲發(fā)射、距離,、溫度)將過程信息轉(zhuǎn)換為電信號(hào),,經(jīng)過放大和過濾,然后采用適合的監(jiān)測(cè)方法進(jìn)行評(píng)估,。Stop&Go圖表可以記錄多達(dá)90天的運(yùn)行時(shí)間,、設(shè)置、停機(jī)時(shí)間以及調(diào)整后的生產(chǎn)速度,,以確定生產(chǎn)力損失的原因,。終端掩模用于連接到C-THRU4.0軟件,用于機(jī)器和生產(chǎn)數(shù)據(jù)采集,。X7是一個(gè)高質(zhì)量的金屬成形生產(chǎn)過程監(jiān)控系統(tǒng),,可用于冷成形、鍛造,、螺紋軋制和沖壓,。該系統(tǒng)支持監(jiān)測(cè)各種機(jī)器和傳感器,并具有不同類型的監(jiān)測(cè)模式,。它是模塊化的,,可以為模擬或二進(jìn)制傳感器配備靈活數(shù)量的輸入(1-24)。15英寸顯示屏提供了一個(gè)結(jié)構(gòu)清晰的觸摸屏操作用戶界面,。MARPOSS嗅探氦氣泄漏測(cè)試方案能夠測(cè)量10-2 - 10-4 SCC/sec的泄漏,,該技術(shù)在漏率范圍內(nèi)取得了良好測(cè)試結(jié)果。浙江數(shù)控機(jī)床測(cè)量?jī)x安裝
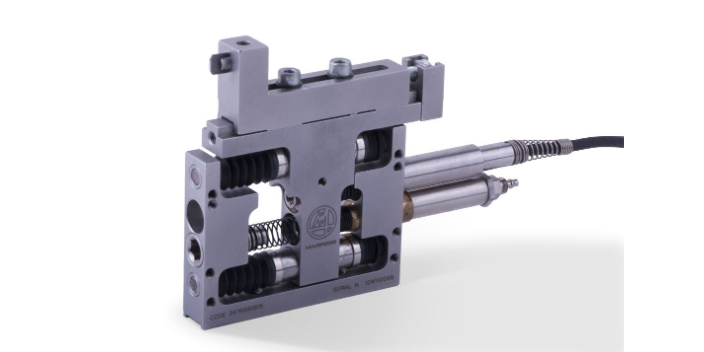
即便在**復(fù)雜的操作環(huán)境中,,光學(xué)傳輸接觸式測(cè)頭可使機(jī)械加工中心更有效率并且提高了自動(dòng)化程度,,從而縮短周期時(shí)間以及降低報(bào)廢件百分比。零件定位與對(duì)準(zhǔn)操作使得用戶不再需要對(duì)零件進(jìn)行任何操作,。除自動(dòng)化的零件尺寸檢測(cè)外,,馬波斯SW還為機(jī)床CN提供了后來機(jī)械加工流程所需的所有反饋。由于適當(dāng)優(yōu)化的軟件周期和易于理解的圖形界面,,操作員/機(jī)器集成過程是即時(shí)的,。VOS系統(tǒng)的設(shè)計(jì)目的是為機(jī)床提供所有必要的反饋,以便直接干預(yù)零件加工過程,,減少?gòu)U品數(shù)量,。該系統(tǒng)還可以連續(xù)監(jiān)測(cè)刀具的磨損情況,,以提高加工效率。調(diào)制光傳輸系統(tǒng)保證了對(duì)干擾的高抗擾度,,并使在同一工作區(qū)域管理多達(dá)4個(gè)探頭成為可能,。因此,3軸或5軸機(jī)床**了該系統(tǒng)的理想環(huán)境,,在這種環(huán)境下,,可以使用同一接收器同時(shí)執(zhí)行零件檢查和刀具檢查。Marposs軟件循環(huán)的設(shè)計(jì)目的是優(yōu)化VOS系統(tǒng)的性能規(guī)范和循環(huán)時(shí)間,,同時(shí)還消除了未安裝測(cè)量設(shè)備的機(jī)器上可能出現(xiàn)的手動(dòng)錯(cuò)誤,。山東機(jī)床在線檢測(cè)測(cè)量?jī)x產(chǎn)品資料高精度車床測(cè)量?jī)x技術(shù),可以咨詢馬波斯測(cè)量科技,。

P7是一個(gè)多功能裝置,,在模塊化尺寸的單一結(jié)構(gòu)中,可以管理驅(qū)動(dòng)磨削過程所需的主要控制功能:過程中和過程后的測(cè)量,、砂輪的平衡、沖擊輪/工件,、砂輪/金剛石或意外沖擊引起的噪聲分析,,控制工作環(huán)境溫度或工件或特定的機(jī)械零件,進(jìn)行變形分析,,評(píng)估作用力,,控制所有變量,確保機(jī)器正常運(yùn)行,。P7多功能性的一個(gè)特點(diǎn)是與機(jī)器控制單元接口的均勻性,。 裝置的控制功能始終有相同類型的接口和相同的規(guī)則:物理I/O、現(xiàn)場(chǎng)總線,、以太網(wǎng),。顯示器有一個(gè)單獨(dú)的接口,可以是配套顯示器,,也可以是安裝在PC機(jī)上的程序,。該裝置還有一個(gè)功能提供了詳細(xì)信息,說明如何改進(jìn)所監(jiān)測(cè)的各種參數(shù),,以允許終端用戶認(rèn)證生產(chǎn)并監(jiān)測(cè)機(jī)器本身的使用壽命,。
磨床聲頻發(fā)射傳感器,聲傳感器是磨床上的監(jiān)控系統(tǒng)的部件之一,。它們對(duì)零件或砂輪修整器與砂輪接觸點(diǎn)處產(chǎn)生的噪聲進(jìn)行檢查,。可將各種聲傳感器用于磨床進(jìn)行內(nèi)圓或外圓磨削,,無心磨削,,平面磨削,,齒輪或刀具磨削,以解決截然不同的應(yīng)用問題,?;诼晫W(xué)技術(shù)的監(jiān)控系統(tǒng)在磨床接觸到零件或修整器時(shí)監(jiān)控發(fā)射的噪聲。噪聲產(chǎn)生于切削作用期間,,在磨削期間作為超聲波傳輸,。因?yàn)檫@些波會(huì)通過各個(gè)機(jī)床部件,所以波的頻率與振幅會(huì)發(fā)生變化,。通過監(jiān)控機(jī)械加工期間的這些波的變化,,可進(jìn)行檢查,從而對(duì)機(jī)床采取校正行動(dòng),。傳感器的有效性取決于它們的定位,,比較好盡可能靠近機(jī)械加工區(qū)。將帶有聲傳感器的監(jiān)控用于確定砂輪與零件或修整器之間的接觸情況,,減少氣隙時(shí)間,。聲頻發(fā)射的變化可表明力道的變化,這是由于砂輪的切割條件造成的,,且允許適應(yīng)周期,,從而優(yōu)化生產(chǎn)流程。有兩個(gè)系列的聲傳感器:固定式聲傳感器:此類傳感器是由一個(gè)單件構(gòu)成,,可在空氣中或者通過液體傳輸信號(hào),。可獲取不同尺寸,,以滿足每個(gè)應(yīng)用要求,。非接觸式聲傳感器:雖然傳感器是由一個(gè)固定零件(定子)和一個(gè)轉(zhuǎn)動(dòng)零件(轉(zhuǎn)子)構(gòu)成,但是具有不同的形狀與尺寸以滿足每個(gè)應(yīng)用要求,。轉(zhuǎn)子與定子之間的信號(hào)傳輸無需直接接觸,。磨床測(cè)量?jī)x廠家,請(qǐng)聯(lián)系馬波斯測(cè)量科技,。
隨著新技術(shù)的進(jìn)步,,可能需要給機(jī)床配備新的測(cè)量與控制儀器,雖然先前的測(cè)量與控制儀器仍能工作,,但是不能達(dá)到性能,、成本與維護(hù)要求。因?yàn)轳R波斯在這個(gè)領(lǐng)域中的經(jīng)驗(yàn)長(zhǎng)達(dá)60多年,,所以可以針對(duì)所有升級(jí)要求提供多種產(chǎn)品與合格的技術(shù)支持,;采用符合所有國(guó)際環(huán)境和安全標(biāo)準(zhǔn)的先進(jìn)新設(shè)備輕松替換舊設(shè)備和/或過時(shí)設(shè)備:測(cè)量頭(如:UNIMAR與NANOUNIMAR)、測(cè)量顯示與電氣處理裝置(如:P7UP與P3UP),、砂輪平衡架(如:平衡頭與P7WB),、監(jiān)控傳感器(如:AE傳感器,、P7SE與P3SE)、接觸式測(cè)頭(如:WRS,、VOS與OP32),、接觸式或非接觸式刀具檢查用探頭(如: MIDA LASER P與TSLINE)主動(dòng)測(cè)量?jī)x系統(tǒng)廠家--馬波斯測(cè)量科技。上海數(shù)控機(jī)床測(cè)量?jī)x產(chǎn)品資料
數(shù)控機(jī)床測(cè)量?jī)x系統(tǒng),,請(qǐng)聯(lián)系馬波斯測(cè)量科技,。浙江數(shù)控機(jī)床測(cè)量?jī)x安裝
對(duì)于磨床上的尺寸控制,P3ME電子單元**著一種精確,、可靠,、經(jīng)濟(jì)與緊湊的解決方案。當(dāng)連接到馬波斯測(cè)量頭時(shí),,P3ME可在整個(gè)磨削過程中定位零件并控制零件尺寸,。當(dāng)連接到馬波斯測(cè)量頭時(shí),P3ME可在各種機(jī)床類型中定位零件并控制零件尺寸,。測(cè)量?jī)x測(cè)量了磨削過程中遠(yuǎn)離的零件余量,。操作員可實(shí)時(shí)查看模擬儀表與數(shù)字顯示器,以獲取零件狀態(tài),,且LED燈的設(shè)置向機(jī)床控制系統(tǒng)呈現(xiàn)了信號(hào)以管理砂輪進(jìn)給,。我們的系統(tǒng)范圍可抵抗嚴(yán)酷的環(huán)境,同時(shí)會(huì)與研磨用磨料,、金屬粒子、切削油以及侵蝕冷卻液直接接觸,。保證并維持穩(wěn)定的生產(chǎn)力,。實(shí)時(shí)檢查磨削期間的零件質(zhì)量砂輪磨損補(bǔ)償優(yōu)化周期時(shí)間生產(chǎn)的零件在公差范圍內(nèi)將操作員影響盡可能減小與機(jī)床邏輯集成浙江數(shù)控機(jī)床測(cè)量?jī)x安裝
- 內(nèi)蒙古光譜共焦傳感器品牌 2025-06-14
- 安徽3D 視覺測(cè)量傳感器原理 2025-06-14
- 天津光譜共焦視覺檢測(cè)傳感器品牌 2025-06-14
- 吉林光譜共焦視覺檢測(cè)傳感器原理 2025-06-14
- 黑龍江2D 測(cè)量傳感器應(yīng)用案例 2025-06-13
- 遼寧Marposs 傳感器測(cè)量速度 2025-06-13
- 山西馬波斯傳感器價(jià)格 2025-06-13
- 河北Marposs 傳感器精度 2025-06-12
- 江西光譜共焦視覺檢測(cè)傳感器應(yīng)用案例 2025-06-12
- 浙江2D 測(cè)量傳感器價(jià)格 2025-06-12
- 嘉定區(qū)常見分子泵軸承怎么樣 2025-06-15
- 廣東碳鋼高壓活塞式蓄能器加工 2025-06-15
- 環(huán)翠區(qū)質(zhì)量奧的斯電梯技術(shù)指導(dǎo) 2025-06-15
- 長(zhǎng)寧區(qū)銷售電動(dòng)調(diào)節(jié)閥銷售電話 2025-06-15
- 南通鞍座式程控磨床供應(yīng)廠家 2025-06-15
- 江蘇碳鋼反應(yīng)釜是什么 2025-06-15
- 浙江安裝工業(yè)物聯(lián)網(wǎng)解決方案 2025-06-15
- 飾品精密激光切管機(jī)定制 2025-06-15
- 福建方形除鐵器批發(fā) 2025-06-15
- 北京零件CNC加工廠哪里找 2025-06-15