上海國(guó)內(nèi)伺服電動(dòng)缸檢修
非結(jié)構(gòu)不確定性主要是由于測(cè)量噪聲,、外界干擾及計(jì)算中的采樣時(shí)滯和舍入誤差等非被控對(duì)象自身因素所引起的不確定性,。結(jié)構(gòu)不確定性和建模模型本身有關(guān),可分為系統(tǒng)模型①參數(shù)不確定性如負(fù)載質(zhì)量、連桿質(zhì)量、長(zhǎng)度及連桿質(zhì)心等參數(shù)未知或部分已知,。②未建模動(dòng)態(tài)高頻未建模動(dòng)態(tài),如執(zhí)行器動(dòng)態(tài)或結(jié)構(gòu)振動(dòng)等;低頻未建模動(dòng)態(tài),如動(dòng)/靜摩擦力等,。模型不確定性給機(jī)械臂軌跡跟蹤的實(shí)現(xiàn)帶來(lái)影響,同時(shí)部分控制算法受限于一定的不確定性,。應(yīng)用于機(jī)械臂控制系統(tǒng)的設(shè)計(jì)方法主要包括PID控制,、自適應(yīng)控制和魯棒控制等,然而由于它們自身所存在的缺陷,促使其與神經(jīng)網(wǎng)絡(luò)、模糊控制等算法相結(jié)合,一些新的控制方法也在涌現(xiàn),很多算法是彼此結(jié)合在一起的,。[1]機(jī)械臂柔性機(jī)械臂編輯機(jī)械臂研究背景近年來(lái),,隨著機(jī)器人技術(shù)的發(fā)展,應(yīng)用高速度、高精度,、高負(fù)載自重比的機(jī)器人結(jié)構(gòu)受到工業(yè)和航空航天領(lǐng)域的關(guān)注,。由于運(yùn)動(dòng)過(guò)程中關(guān)節(jié)和連桿的柔性效應(yīng)的增加,使結(jié)構(gòu)發(fā)生變形從而使任務(wù)執(zhí)行的精度降低,。所以,,機(jī)器人機(jī)械臂結(jié)構(gòu)柔性特征必須予以考慮,實(shí)現(xiàn)柔性機(jī)械臂高精度有效控制也必須考慮系統(tǒng)動(dòng)力學(xué)特性,。柔性機(jī)械臂是一個(gè)非常復(fù)雜的動(dòng)力學(xué)系統(tǒng),其動(dòng)力學(xué)方程具有非線性,強(qiáng)耦合,實(shí)變等特點(diǎn),。汽車工業(yè)以及電子電器行業(yè)的發(fā)展是恩暢工業(yè)機(jī)器人裝配量強(qiáng)勁增長(zhǎng)的主要因素,。上海國(guó)內(nèi)伺服電動(dòng)缸檢修

氣動(dòng)焊鉗兩個(gè)電極之間的開口度一般只有兩級(jí)沖程。而且電極壓力一旦調(diào)定后是不能隨意變化的,。近年來(lái)出現(xiàn)一種新的電伺服點(diǎn)焊鉗,,如圖4所示。焊鉗的張開和閉合由伺服電機(jī)驅(qū)動(dòng),,碼盤反饋,,使這種焊鉗的張開度可以根據(jù)實(shí)際需要任意選定并預(yù)置。而且電極間的壓緊力也可以無(wú)級(jí)調(diào)節(jié),。這種新的電伺服點(diǎn)焊鉗具有如下優(yōu)點(diǎn):1)每個(gè)焊點(diǎn)的焊接周期可大幅度降低,,因?yàn)楹搞Q的張開程度是由機(jī)器人精確控制的,機(jī)器人在點(diǎn)與點(diǎn)之間的移動(dòng)過(guò)程,、焊鉗就可以開始閉合,;而焊完一點(diǎn)后,焊鉗一邊張開,,機(jī)器人就可以一邊位移,,不必等機(jī)器人到位后焊鉗才閉合或焊鉗完全張開后機(jī)器人再移動(dòng);2)焊鉗張開度可以根據(jù)工件的情況任意調(diào)整,,只要不發(fā)生碰撞或干涉盡可能減少?gòu)堥_度,,以節(jié)省焊鉗開度,以節(jié)省焊鉗開合所占的時(shí)間,。3)焊鉗閉合加壓時(shí),,不僅壓力大小可以調(diào)節(jié),而且在閉合時(shí)兩電極是輕輕閉合,,減少撞擊變形和噪聲,。點(diǎn)焊機(jī)器人FANUCR-2000iB焊接機(jī)器人焊接應(yīng)用編輯焊接機(jī)器人工作站(單元)如果工件在整個(gè)焊接過(guò)程中無(wú)需變位,就可以用夾具把工件定位在工作臺(tái)面上,,這種系統(tǒng)既是**簡(jiǎn)單不過(guò)的了,。但在實(shí)際生產(chǎn)中,更多的工件在焊接時(shí)需要變位,,使焊縫處在較好的位置(姿態(tài))下焊接,。對(duì)于這種情況,。河南先進(jìn)伺服電動(dòng)缸廠家供應(yīng)控制個(gè)電機(jī)為什么要做個(gè)這么復(fù)雜的系統(tǒng)呢?這不得不引入電機(jī)應(yīng)用,、原理以及發(fā)展的一些信息了-蘇州恩暢,。
變位機(jī)與機(jī)器人可以是分別運(yùn)動(dòng),即變位機(jī)變位后機(jī)器人再焊接,;也可以是同時(shí)運(yùn)動(dòng),,即變位機(jī)一邊變位,機(jī)器人一邊焊接,,也就是常說(shuō)的變位機(jī)與機(jī)器人協(xié)調(diào)運(yùn)動(dòng),。這時(shí)變位機(jī)的運(yùn)動(dòng)及機(jī)器人的運(yùn)動(dòng)復(fù)合,使焊槍相對(duì)于工件的運(yùn)動(dòng)既能滿足焊縫軌跡又能滿足焊接速度及焊槍姿態(tài)的要求,。實(shí)際上這時(shí)變位機(jī)的軸已成為機(jī)器人的組成部分,,這種焊接機(jī)器人系統(tǒng)可以多達(dá)7-20個(gè)軸,或更多,。***的機(jī)器人控制柜可以是兩臺(tái)機(jī)器人的組合作12個(gè)軸協(xié)調(diào)運(yùn)動(dòng),。其中一臺(tái)是焊接機(jī)器人、另一臺(tái)是搬運(yùn)機(jī)器人作變位機(jī)用,。對(duì)焊接機(jī)器人工作站進(jìn)一步細(xì)分,,可得以下四種:箱體焊接機(jī)器人工作站是專門針對(duì)箱柜行業(yè)中,生產(chǎn)量大,,焊接質(zhì)量及尺寸要求高的箱體焊接開發(fā)的機(jī)器人工作站**裝備,。箱體焊接機(jī)器人工作站由弧焊機(jī)器人、焊接電源,、焊槍送絲機(jī)構(gòu),、回轉(zhuǎn)雙工位變位機(jī)、工裝夾具和控制系統(tǒng)組成,。該工作站適用于各式箱體類工件的焊接,,在同一工作站內(nèi)通過(guò)使用不停的夾具可實(shí)現(xiàn)多品種的箱體自動(dòng)焊接,焊接的相對(duì)位置高,。由于采用雙工位變位機(jī),,焊接的同時(shí),其他工位可拆裝工件,,極大的提高了焊接效率,。由于采用了MIG脈沖過(guò)渡或CMT冷金屬過(guò)渡焊接工藝方式進(jìn)行焊接,使焊接過(guò)程中熱輸入量**減少,。
軸類焊接機(jī)器人工作站由弧焊機(jī)器人,、焊接電源、焊槍送絲機(jī)構(gòu)、回轉(zhuǎn)雙工位變位機(jī),、工裝夾具和控制系統(tǒng)組成,。該工作站用于以轉(zhuǎn)軸為基體(上置若干懸臂)的各類工件的焊接,在同一工作站內(nèi)通過(guò)使用不同的夾具可實(shí)現(xiàn)多品種的轉(zhuǎn)軸自動(dòng)焊接,。焊接的現(xiàn)對(duì)位置精度很高,。由于采用雙工位變位機(jī),焊接的同時(shí),,其他工位可拆裝工件,,極大的提高了效率。技術(shù)指標(biāo):轉(zhuǎn)軸直徑:Ф10-50mm,,長(zhǎng)度300-900mm,,焊接速度3-5mm/s,焊接工藝采用MAG混合氣體保護(hù)焊,,變位機(jī)回轉(zhuǎn),變位精度達(dá),。廣泛應(yīng)用于高質(zhì)量,、高精度的以轉(zhuǎn)軸的各類工件焊接,適用于電力,、電氣,、機(jī)械、汽車等行業(yè),。如果采用手工電弧焊進(jìn)行轉(zhuǎn)軸焊接,,工人勞動(dòng)強(qiáng)度極大,產(chǎn)品的一致性差,,生產(chǎn)效率低,,*為2-3件/小時(shí)。采用自動(dòng)焊接工作站后,,產(chǎn)量可達(dá)到15-20件/小時(shí),,焊接質(zhì)量和產(chǎn)品的一致性也大幅度的提高。軸類焊接機(jī)器人工作站低壓電器轉(zhuǎn)軸機(jī)器人焊接螺柱工作站機(jī)器人焊接螺柱工作站針對(duì)復(fù)雜零件上具有不同規(guī)格螺柱采用機(jī)器人將螺柱焊接到工件上,。該工作站主要由機(jī)器人,、螺柱焊接電源、自動(dòng)送釘機(jī),、機(jī)器人自動(dòng)螺柱焊槍,、變位機(jī)、工裝夾具,、自動(dòng)換***裝置,、自動(dòng)檢測(cè)軟件、控制系統(tǒng)和安全護(hù)欄等組成。通電中的電機(jī)一旦發(fā)生堵轉(zhuǎn)(通俗說(shuō)就是掐死不動(dòng)了),,通電電流對(duì)其可是災(zāi)難性的-蘇州恩暢,。

跟蹤焊縫自動(dòng)焊接,要求所設(shè)計(jì)的機(jī)器人應(yīng)該結(jié)構(gòu)緊湊,、移動(dòng)靈活且工作穩(wěn)定.文中針對(duì)狹窄空間特點(diǎn),,開發(fā)了一種小型移動(dòng)焊接機(jī)器人,根據(jù)機(jī)器人各結(jié)構(gòu)的運(yùn)動(dòng)特點(diǎn),,運(yùn)用模塊化設(shè)計(jì)方法,,把機(jī)器人機(jī)構(gòu)分為輪式移動(dòng)平臺(tái)、焊炬調(diào)節(jié)機(jī)構(gòu)和電弧傳感器三部分,。其中,,輪式移動(dòng)平臺(tái)由于其慣性大,響應(yīng)慢,,主要對(duì)焊縫進(jìn)行粗跟蹤,,焊炬調(diào)節(jié)機(jī)構(gòu)負(fù)責(zé)焊縫精確跟蹤,電弧傳感器完成焊縫偏差實(shí)時(shí)識(shí)別.另外,,機(jī)器人控制器和電機(jī)驅(qū)動(dòng)器集成安裝于機(jī)器人移動(dòng)平臺(tái)上,,使其體積更小。
同時(shí),,為了減少惡劣焊接環(huán)境下粉塵對(duì)運(yùn)動(dòng)部件影響,,采用全封閉式結(jié)構(gòu),提高其系統(tǒng)可靠性[1],。焊接機(jī)器人裝備編輯點(diǎn)焊機(jī)器人的焊接裝備,,由于采用了一體化焊鉗,焊接變壓器裝在焊鉗后面,,所以變壓器必須盡量小型化,。對(duì)于容量較小的變壓器可以用50Hz工頻交流,而對(duì)于容量較大的變壓器,,已經(jīng)開始采用逆變技術(shù)把50Hz工頻交流變?yōu)?00~700Hz交流,,使變壓器的體積減少、減輕,。變壓后可以直接用600~700Hz交流電焊接,,也可以再進(jìn)行二次整流,用直流電焊接,。焊接參數(shù)由定時(shí)器調(diào)節(jié),,參見(jiàn)圖1b。新型定時(shí)器已經(jīng)微機(jī)化,,因此機(jī)器人控制柜可以直接控制定時(shí)器,,無(wú)需另配接口,。點(diǎn)焊機(jī)器人的焊鉗,通常用氣動(dòng)的焊鉗,。 我們?nèi)粘J褂玫纳惦娞菟俣瓤勺?,和上產(chǎn)中的自動(dòng)扶梯速度可變,基本都是運(yùn)用變頻技術(shù)-蘇州恩暢,。浙江集成伺服電動(dòng)缸廠家供應(yīng)
電機(jī)在低于3倍的電流之下,,啟動(dòng)乏力。這是電機(jī)至今的固有特點(diǎn)缺點(diǎn)-蘇州恩暢,。上海國(guó)內(nèi)伺服電動(dòng)缸檢修
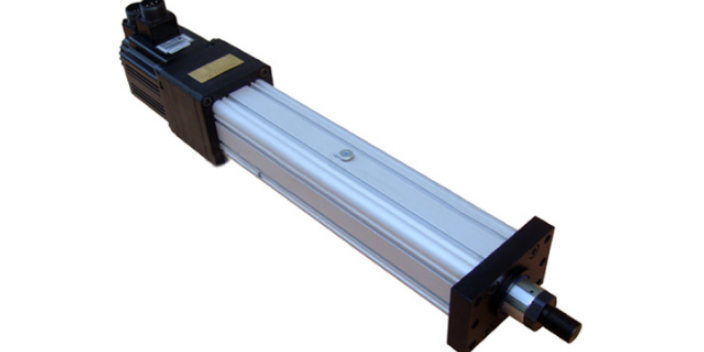
液壓缸和氣缸的比較好替代品:伺服電動(dòng)缸可以完全替代液壓缸和氣缸,,并且實(shí)現(xiàn)環(huán)境更環(huán)保,更節(jié)能,,更干凈的優(yōu)點(diǎn),,很容易與PLC等控制系統(tǒng)連接,實(shí)現(xiàn)高精密運(yùn)動(dòng)控制,。配置靈活性:可以提供非常靈活的安裝配置,,全系列的安裝組件:安裝前法蘭,后法蘭,,側(cè)面法蘭,,尾部鉸接,耳軸安裝,,導(dǎo)向模塊等;可以與伺服電機(jī)直線安裝,,或者平行安裝,;可以增加各式附件:限位開關(guān),行星減速機(jī),,預(yù)緊螺母等,;驅(qū)動(dòng)可以選擇交流制動(dòng)電機(jī),直流電機(jī),,步進(jìn)電機(jī),,伺服電機(jī)。應(yīng)用:1,、娛樂(lè)行業(yè):機(jī)械人手臂及關(guān)節(jié),,動(dòng)感座椅等2、**行業(yè):模擬飛行器,,模擬仿真等3,、汽車行業(yè):壓裝機(jī),測(cè)試儀器等4,、工業(yè)行業(yè):食品機(jī)械,,陶瓷機(jī)械,,焊接機(jī)械,升降平臺(tái)等3D復(fù)合板材高壓成型機(jī)東莞智能伺服壓力機(jī)怎么樣,。上海國(guó)內(nèi)伺服電動(dòng)缸檢修
- 山西替代液壓伺服電動(dòng)缸設(shè)備制造 2025-05-26
- 廣西國(guó)產(chǎn)多自由度平臺(tái)設(shè)備制造 2025-05-26
- 陜西附近哪里有伺服電動(dòng)缸廠家報(bào)價(jià) 2025-05-26
- 河北制造伺服電動(dòng)缸廠家報(bào)價(jià) 2025-05-26
- 蘇州工程多自由度平臺(tái)平臺(tái) 2025-05-26
- 江蘇集成伺服電動(dòng)缸平臺(tái) 2025-05-26
- 天津直銷伺服電動(dòng)缸多少錢 2025-05-26
- 遼寧比較好的多自由度平臺(tái)檢修 2025-05-26
- 天津哪里有伺服電動(dòng)缸多少錢 2025-05-26
- 福建整套伺服電動(dòng)缸定制費(fèi)用 2025-05-26
- 貴州臺(tái)式蒸汽空氣混合滅菌價(jià)格 2025-06-12
- 鎮(zhèn)江保溫儲(chǔ)罐報(bào)價(jià) 2025-06-12
- 中國(guó)香港電機(jī)變速 2025-06-12
- 電腦屏幕vericode怎么讀 2025-06-12
- 遼寧智能柜體生產(chǎn)線批量定制 2025-06-12
- 淮安市撬裝式試壓控制系統(tǒng)貨源廠家 2025-06-12
- 阜寧附近哪里有道路普通貨物運(yùn)輸 2025-06-12
- 無(wú)錫吸頂式空調(diào)電機(jī)多少錢一臺(tái) 2025-06-12
- 云南全屋定制自動(dòng)化柜體生產(chǎn)線批量定制 2025-06-12
- 嘉興耐壓固化地坪承包 2025-06-12