廣州安撫吸嘴液態(tài)硅膠注塑模具價格
注射成型:液態(tài)硅膠(Liquidsiliconerubber)分成A,B兩組分,,利用定量裝置控制兩者為1:1比例,,再通過靜態(tài)混合器進行充分的給予充分混合注射進入液態(tài)硅膠注射成型機的炮筒后再精細射入加熱的模具里面成型。
液態(tài)硅膠注射成型的工藝非常簡單:不需要固態(tài)硅膠工藝中的配料,,煉膠,,切料,擺了等人工要求,需要人工取產(chǎn)品甚至全程全自動化生產(chǎn),不需要人工介入,。有著產(chǎn)品精度高,產(chǎn)量高,,省人工,,省材料,省電等多項優(yōu)點,,能生產(chǎn)所有高溫固態(tài)硅膠生產(chǎn)的產(chǎn)品。
隨著人們對環(huán)境的要求越來越高,,液態(tài)硅膠注射成型工藝會應(yīng)用更加***,,主要因為環(huán)保,生產(chǎn)過程中不會產(chǎn)生有害物質(zhì),。而且人體接觸安全,。 我們產(chǎn)品廣泛應(yīng)用于多個領(lǐng)域,包括新能源汽車零部件,、醫(yī)療器械,、母嬰兒童用品、生活日用品及防水密封件等,。廣州安撫吸嘴液態(tài)硅膠注塑模具價格
液態(tài)硅膠注塑模具
液態(tài)硅膠注射(注塑)成型大致可分為以下6各階段:合模,,射膠,保壓,,冷卻,,開模,制品取出,。在這過程中液體硅膠注塑好壞一般與溫度,,壓力,時間息息相關(guān),。其中溫度控制改善可從料筒溫度,,射嘴溫度,模具溫度三個階段控制,。射嘴溫度一般低于料筒最高溫度,,原理是為了避免液體硅膠在射嘴中硫化成型堵塞。模具溫度的高低取決于液體硅橡膠硫化條件,,注塑件的尺寸與結(jié)構(gòu),,性能要求,以及其他工藝條件(液體硅橡膠熱硫化溫度,,注射速度以及注射壓力,,單件注射件所需時間等)廣東食品級液態(tài)硅膠注塑模具費用液態(tài)硅膠注塑模具是熱固性塑料模具的一種,它利用液態(tài)硅膠作為成型原料,通過注塑工藝生產(chǎn)出各種硅膠制品,。
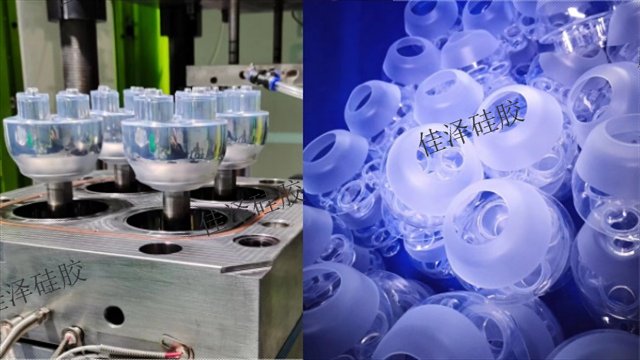
液態(tài)硅膠材料通過了FDA食品認證,,因此也被用于食品級模具的制作。例如,,奶瓶奶嘴,、蛋糕模具、安撫奶嘴模具等,,都是液態(tài)硅膠注塑模具的典型應(yīng)用,。這些模具不僅耐用,而且不會釋放有害物質(zhì),,保障了食品的安全和衛(wèi)生,。其優(yōu)異的透明度和復(fù)制精度,使得制作的模具具有很高的品質(zhì),。
液態(tài)硅膠因其無毒,、無味、無生理危害等特性,,也被廣泛應(yīng)用于醫(yī)療領(lǐng)域,。例如,嬰兒奶嘴,、醫(yī)療器械的密封件等,,都是采用液態(tài)硅膠注塑模具制作的。這些產(chǎn)品對材料的安全性和生物相容性要求極高,,液態(tài)硅膠正好滿足這些要求,。
隨著科技的進步和工藝的改進,液態(tài)硅膠注塑模具的應(yīng)用范圍還將不斷擴大,。
廣州佳澤硅膠高度重視產(chǎn)品的品質(zhì),,擁有完善的品質(zhì)管理體系。已經(jīng)通過ISO 9001:2015的認證,。嚴格推行各項品質(zhì)體系要求,,確保產(chǎn)品品質(zhì)。擁有三次元,、二次元,、CCD鏡檢儀、高度儀,、硬度計,、拉力測試儀、按鍵壽命測試儀,、摩擦測試儀等檢測設(shè)備,。
本公司加工的產(chǎn)品類別有:汽配類硅膠精密配件,、電子消費類硅膠配件、醫(yī)療硅膠配件,、嬰兒用品,、廚房生活用品等。包括:硅膠汽車密封件,、密封圈,、連接器硅膠配件、高透硅膠藍牙耳塞,、智能穿戴式硅膠配件(硅膠運動表帶,、腕帶等)、手機卡托防水密封圈,、P+R手機密封圈,、液態(tài)硅膠開關(guān)薄膜、醫(yī)療用硅膠喉罩,、液態(tài)硅膠呼吸面罩、潛水泳鏡硅膠件,、液態(tài)硅膠奶嘴,、奶瓶、液態(tài)硅膠水瓶,、花灑硅膠件等,。 液態(tài)硅膠注塑模具的工作原理主要包括硅膠的注射、固化和產(chǎn)品脫模,。

模具設(shè)計與制造模具精度:
液態(tài)硅膠注射成型對模具的精度要求極高,。模具的型腔尺寸、形狀精度,、表面粗糙度等均需嚴格控制,,以確保產(chǎn)品的尺寸穩(wěn)定性和外觀質(zhì)量。同時,,模具的排氣設(shè)計也需合理,,避免注射過程中產(chǎn)生氣泡或缺陷。
溫度控制:液態(tài)硅膠的固化過程受溫度影響較大,,因此模具需具備精確的溫度控制系統(tǒng),。通過調(diào)節(jié)模具溫度,可以控制硅膠的固化速度和固化程度,,從而優(yōu)化產(chǎn)品的物理性能和外觀質(zhì)量,。
模具設(shè)計細節(jié):使用小注膠口和針狀或翼狀注膠口,以避免湍流和噴射,。使用T型導(dǎo)向栓代替柱形導(dǎo)向栓,,脫模時采用射出吹氣,,并加隔熱層/板。避免使用含阻聚劑的防銹劑/油,,一般可用甲苯,、二甲苯等。 液態(tài)硅膠注射成型工藝是將液態(tài)硅膠原料通過高的壓力注射設(shè)備注入模具,,冷卻固化后形成產(chǎn)品的制造方法,。廣州安撫吸嘴液態(tài)硅膠注塑模具價格
廣州佳澤硅膠科技與多家大廠長期合作,產(chǎn)品質(zhì)量經(jīng)得住考驗,,值得信賴,。廣州安撫吸嘴液態(tài)硅膠注塑模具價格
制作液態(tài)硅膠住宿模具的注意事項:
1,分型線:液態(tài)硅膠模具設(shè)計的第一步是確認分型線的位置,,排氣主要是通過分型面上的凹槽來實現(xiàn)的,,該槽必須位于液態(tài)硅膠**終到達的區(qū)域,從而避免了氣泡的形成,,減少了占粘接接頭的強度損失,。由于液態(tài)硅膠粘度較低,分型線必須明確,,以免溢出,,即使如此,在產(chǎn)品上也會看到分模線,,液態(tài)硅膠模具受產(chǎn)品的幾何產(chǎn)品尺寸和分型位置的影響,。一個稍微倒角的產(chǎn)品設(shè)計有助于確保該產(chǎn)品與所須的另一半模腔具有一致的親和力。
2,,收縮率:雖然液態(tài)二氧化硅再模具中不會收縮,,但是在脫模冷卻后,它通常會收縮2.5到3,,收縮的準確程度一般是取決于該化合物的配方,。然而,從模具的角度來說,,收縮可能受到幾個因素的影響,,包括模具的溫度,化合物的脫模的溫度,,型腔內(nèi)壓力以及隨后的壓縮,。注膠點的位置也值得考慮,因為在復(fù)合流動方向的收縮通常大于垂直于該化合物的方向收縮,,產(chǎn)品尺寸的形狀也會對其收縮產(chǎn)生影響,。 廣州安撫吸嘴液態(tài)硅膠注塑模具價格
廣州佳澤硅膠科技有限公司的高能力包括所有方面的設(shè)計和生產(chǎn)過程。我們可以幫助您為您的部件選擇合適的LSR,,提供優(yōu)化制造性(DFM)和部件性能的部件設(shè)計支持,,提供質(zhì)量的模具,,以及大量的部件生產(chǎn)和包裝解決方案,以保持您更低的成本,。 我們與全世界原材料供應(yīng)商合作,,通過設(shè)計和優(yōu)化定制的硅膠零件和制造工藝來滿足每個程序的指定需求,從而為我們的合作伙伴提供更大的價值,。歡迎各位朋友來廠參觀交流學(xué)習(xí)液態(tài)硅膠注塑成型工藝的應(yīng)用,。
- 月經(jīng)盤液態(tài)硅膠制品制造廠商 2025-05-15
- 北京智能穿戴手環(huán)液態(tài)硅膠包膠成型加工 2025-04-22
- 安徽呼吸機面罩液態(tài)硅膠包膠成型加工廠 2025-04-20
- 母嬰用品液態(tài)硅膠包膠成型有限公司 2025-04-20
- 廣州奶瓶液態(tài)硅膠包膠成型工廠 2025-04-20
- 廣東精密液態(tài)硅膠包膠成型解決方案 2025-04-20
- 廣東訂制液態(tài)硅膠包膠成型方法 2025-04-19
- 奶瓶奶嘴液態(tài)硅膠包膠成型制作廠家 2025-04-19
- 廣州花都區(qū)附近液態(tài)硅膠包膠成型開模 2025-04-19
- 冷流道液態(tài)硅膠包膠成型電話 2025-04-19
- 金華適合大型企業(yè)的財務(wù)軟件數(shù)字化轉(zhuǎn)型平臺 2025-06-12
- 網(wǎng)絡(luò)營銷巷道堆垛機制品價格 2025-06-12
- 嘉峪關(guān)城市照明亮化哪一家好 2025-06-12
- 江蘇綜合工程承包價格多少 2025-06-12
- 鄭州A級防偽標簽定做 2025-06-12
- 山西廣告畫面印刷售后 2025-06-12
- 紹興適合中小型企業(yè)的財務(wù)軟件金蝶軟件 2025-06-12
- 深圳市企業(yè)團建策劃公司電話 2025-06-12
- 碟管式反滲透阻垢劑 2025-06-12
- 湖北rfid智能稱重系統(tǒng) 2025-06-12