宜興定做非標(biāo)生產(chǎn)線控制系統(tǒng)市場
基于需求分析,進(jìn)行技術(shù)方案的初步設(shè)計(jì)與成本估算,,評(píng)估不同技術(shù)路線的經(jīng)濟(jì)性,,選擇性價(jià)比比較好的方案。通過模塊化設(shè)計(jì),,提高設(shè)備的通用性和可重用性,,減少重復(fù)設(shè)計(jì)與制造的成本,。材料采購與成本管理:在保證性能的前提下,,優(yōu)先選擇性價(jià)比高,、供應(yīng)穩(wěn)定的材料。通過集中采購,、長期合作協(xié)議等方式,,進(jìn)一步降低原材料成本。生產(chǎn)流程優(yōu)化:采用精益生產(chǎn)理念,,優(yōu)化生產(chǎn)流程,,減少生產(chǎn)周期,降低庫存成本,。實(shí)施準(zhǔn)時(shí)化生產(chǎn)(JIT),,確保物料與零部件的及時(shí)供應(yīng),避免過度庫存積壓,。節(jié)性:非標(biāo)生產(chǎn)線控制系統(tǒng)具有極高的靈活性和可調(diào)節(jié)性,。宜興定做非標(biāo)生產(chǎn)線控制系統(tǒng)市場
3.先導(dǎo)器:制作以目視即能了解節(jié)拍時(shí)間的裝置。4.U字型生產(chǎn)線:將設(shè)備依工程順序逆時(shí)針排列,,并由一人負(fù)責(zé)出口及入口,。5.AB控制:只有當(dāng)后工程無產(chǎn)品,而前工程有產(chǎn)品的情形,,才進(jìn)行工程,。6.燈號(hào):傳達(dá)生產(chǎn)線流程中產(chǎn)品異狀的裝置。7.后工程領(lǐng)?。荷a(chǎn)線的產(chǎn)品要因應(yīng)后工程的需求,。自動(dòng)線中設(shè)備的聯(lián)結(jié)方式有剛性聯(lián)接和柔性聯(lián)接兩種。剛性聯(lián)接在剛性聯(lián)接自動(dòng)線中,,工序之間沒有儲(chǔ)料裝置,,工件的加工和傳送過程有嚴(yán)格的節(jié)奏性。當(dāng)某一臺(tái)設(shè)備發(fā)生故障而停歇時(shí),,會(huì)引起全線停工,。因此,對(duì)剛性聯(lián)接自動(dòng)線中各種設(shè)備的工作可靠性要求高,。徐州安裝非標(biāo)生產(chǎn)線控制系統(tǒng)哪里買根據(jù)驅(qū)動(dòng)系統(tǒng)的運(yùn)動(dòng)進(jìn)行相應(yīng)的操作,,如裝配、焊接,、檢測等,。
模塊化設(shè)計(jì)與可擴(kuò)展性:通過模塊化設(shè)計(jì),提高設(shè)備的通用性和可重用性,,便于后期維護(hù)與升級(jí),,延長設(shè)備生命周期,。人員培訓(xùn)與效率提升:加強(qiáng)生產(chǎn)人員的技能培訓(xùn),提高其操作技能與效率意識(shí),,減少人為因素導(dǎo)致的生產(chǎn)延誤與損失,。持續(xù)改進(jìn)與升級(jí):收集設(shè)備運(yùn)行數(shù)據(jù),分析性能瓶頸,,進(jìn)行持續(xù)優(yōu)化與升級(jí),,提升設(shè)備效率與可靠性,降低長期運(yùn)營成本,。綜上所述,,非標(biāo)生產(chǎn)線控制需要從成本控制、質(zhì)量控制以及生產(chǎn)流程優(yōu)化等多個(gè)方面進(jìn)行綜合考慮和實(shí)施,。通過實(shí)施有效的控制策略,企業(yè)可以確保非標(biāo)生產(chǎn)線的穩(wěn)定運(yùn)行和高效產(chǎn)出,,從而提升產(chǎn)品質(zhì)量和生產(chǎn)效率,,增強(qiáng)市場競爭力。
分部修理法:自動(dòng)生產(chǎn)線如有較大問題,,修理時(shí)間較長,。不能用同步修理法。這時(shí)利用節(jié)假日,,集中維修工,、操作工,對(duì)某一部分進(jìn)行修理,。待到下個(gè)節(jié)假日,,對(duì)另一部分進(jìn)行修理。保證自動(dòng)生產(chǎn)線在工作時(shí)間不停產(chǎn),。另外,,在管理中盡量采用預(yù)修的方法。在設(shè)備中安裝計(jì)時(shí)器,,記錄設(shè)備工作時(shí)間,,應(yīng)用磨損規(guī)律,來預(yù)測易損件的磨損,,提前更換易損件,,可以把故障預(yù)先排除。保證生產(chǎn)線滿負(fù)荷生產(chǎn),。自動(dòng)生產(chǎn)線的保養(yǎng):1.電路,、氣路、油路及機(jī)械傳動(dòng)部位(如導(dǎo)軌等)班前班后要檢查,、清理 ,;實(shí)施準(zhǔn)時(shí)化生產(chǎn),,確保物料與零部件的及時(shí)供應(yīng),減少生產(chǎn)延誤,。

長時(shí)間定時(shí)由于流水線上有些工步(如老化工步)所需時(shí)間較長,,一般幾個(gè)小時(shí),若*用PLD 中的定時(shí)器,。則不能實(shí)現(xiàn)這么長時(shí)間的定時(shí),,為此,在設(shè)計(jì)中采用3個(gè)計(jì)數(shù)器循環(huán)計(jì)數(shù)來實(shí)現(xiàn),。 [3]撥盤開關(guān)設(shè)置圖6溫度設(shè)定值由3位BCD碼撥盤開關(guān)設(shè)置,。其個(gè)、十,、百位分別連接到F 一60MR輸入端X590~X513,。利用功能指令F670 K34把設(shè)定數(shù)值讀入。時(shí)間設(shè)定值由兩組3位BCD碼撥盤開關(guān)設(shè)置,,它們并聯(lián)接到PLC機(jī)輸入端X30~X13,。用于設(shè)置上例中通電老化時(shí)間和高溫老化時(shí)間的數(shù)值,分別由輸出點(diǎn)Y ,。Y 選通后讀入,。數(shù)值輸出顯示用于顯示實(shí)時(shí)溫度值或時(shí)間值。由F ——60MR Y430~Y437 ,,Y533~Y533輸出,。利用功能指令F670K29把要顯示的數(shù)值輸出。 [3]實(shí)時(shí)控制:根據(jù)生產(chǎn)線的實(shí)時(shí)狀態(tài)進(jìn)行動(dòng)態(tài)調(diào)整,,確保生產(chǎn)過程的穩(wěn)定性和效率,。濱湖區(qū)直銷非標(biāo)生產(chǎn)線控制系統(tǒng)保養(yǎng)
通過優(yōu)化設(shè)備結(jié)構(gòu),減少材料浪費(fèi),,提高生產(chǎn)效率,。宜興定做非標(biāo)生產(chǎn)線控制系統(tǒng)市場
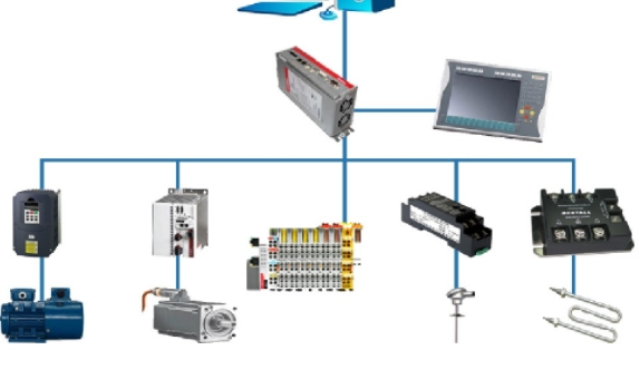
但在現(xiàn)行的某些工業(yè)生產(chǎn)流水線的PLC控制系統(tǒng)中,仍存在一些不足之處,。也即可編程控制器功能沒有充分開發(fā)利用,,有些流水線只利用它控制部分參數(shù)或用于流水線生產(chǎn)過程工步順序控制,而溫度(或壓力)控制則借助于選用現(xiàn)成的儀器儀表組成,。生產(chǎn)過程中的時(shí)間,、溫度等現(xiàn)場參數(shù)未能實(shí)時(shí)顯示,因而不利于監(jiān)視生產(chǎn)過程的運(yùn)行狀況,。 [3]系統(tǒng)的組成流水線控制系統(tǒng)硬件組成方框圖如圖1所示,。以F 一60MR可編程控制器為主機(jī),加上參數(shù)設(shè)置,、數(shù)值顯示,、順序控制,、V/F轉(zhuǎn)換和溫度控制等方框組成。其中順序控制方框用于控制流水線各工步的順序切換,;參數(shù)設(shè)置與數(shù)值顯示方框用于隨產(chǎn)品要求更改流水線工藝參數(shù)并監(jiān)視其運(yùn)行狀況,;而傳感器(熱電偶宜興定做非標(biāo)生產(chǎn)線控制系統(tǒng)市場
無錫恒耀自動(dòng)化設(shè)備有限公司匯集了大量的優(yōu)秀人才,集企業(yè)奇思,,創(chuàng)經(jīng)濟(jì)奇跡,,一群有夢(mèng)想有朝氣的團(tuán)隊(duì)不斷在前進(jìn)的道路上開創(chuàng)新天地,繪畫新藍(lán)圖,,在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的信譽(yù),,信奉著“爭取每一個(gè)客戶不容易,失去每一個(gè)用戶很簡單”的理念,,市場是企業(yè)的方向,,質(zhì)量是企業(yè)的生命,,在公司有效方針的領(lǐng)導(dǎo)下,,全體上下,,團(tuán)結(jié)一致,共同進(jìn)退,,**協(xié)力把各方面工作做得更好,努力開創(chuàng)工作的新局面,,公司的新高度,,未來恒耀供應(yīng)和您一起奔向更美好的未來,即使現(xiàn)在有一點(diǎn)小小的成績,,也不足以驕傲,,過去的種種都已成為昨日我們只有總結(jié)經(jīng)驗(yàn),才能繼續(xù)上路,,讓我們一起點(diǎn)燃新的希望,,放飛新的夢(mèng)想!
- 惠山區(qū)整套DDC控制柜哪里有 2025-06-23
- 蘇州定做PLC控制柜保養(yǎng) 2025-06-23
- 梁溪區(qū)庫存非標(biāo)生產(chǎn)線控制系統(tǒng)專賣店 2025-06-23
- 梁溪區(qū)庫存非標(biāo)生產(chǎn)線控制系統(tǒng)哪里有 2025-06-23
- 濱湖區(qū)庫存水處理控制系統(tǒng)銷售廠家 2025-06-23
- 惠山區(qū)銷售非標(biāo)生產(chǎn)線控制系統(tǒng)供應(yīng)商家 2025-06-23
- 南京庫存DDC控制柜調(diào)試 2025-06-23
- 南京定做非標(biāo)生產(chǎn)線控制系統(tǒng)24小時(shí)服務(wù) 2025-06-23
- 無錫庫存PLC控制柜哪里有 2025-06-23
- 新吳區(qū)整套DDC控制柜市場 2025-06-23
- 寧夏EPS發(fā)泡機(jī) 2025-06-23
- 上海國內(nèi)卷圓加工聯(lián)系方式 2025-06-23
- 哪些防爆加濕機(jī)誠信合作 2025-06-23
- 蘇州大型噴涂設(shè)備源頭工廠 2025-06-23
- 無錫吊鏈除鐵器作用 2025-06-23
- 廣東設(shè)備改造功能 2025-06-23
- 安徽靜音起重機(jī) 2025-06-23
- 非標(biāo)定制空調(diào)價(jià)格多少 2025-06-23
- 福建鐵通清整翻新有幾種 2025-06-23
- 北京不銹鋼傳遞窗供應(yīng) 2025-06-23