-
廣東中翔新材料簽約德米薩智能ERP加強(qiáng)企業(yè)管理水平
-
碩鋮工業(yè)簽約德米薩智能進(jìn)銷存系統(tǒng)提升企業(yè)管理水平
-
燊川實業(yè)簽約德米薩醫(yī)療器械管理軟件助力企業(yè)科學(xué)發(fā)展
-
森尼電梯簽約德米薩進(jìn)銷存系統(tǒng)優(yōu)化企業(yè)資源管控
-
喜報,!熱烈祝賀德米薩通過國際CMMI3認(rèn)證
-
德米薩推出MES系統(tǒng)助力生產(chǎn)制造企業(yè)規(guī)范管理
-
德米薩醫(yī)療器械管理軟件通過上海市醫(yī)療器械行業(yè)協(xié)會評審認(rèn)證
-
德米薩ERP助力客戶成功對接中石化易派客平臺
-
選擇進(jìn)銷存軟件要考慮哪些因素
-
德米薩告訴您為什么說ERP系統(tǒng)培訓(xùn)很重要,?
楊浦區(qū)微通道換熱器生產(chǎn)廠家
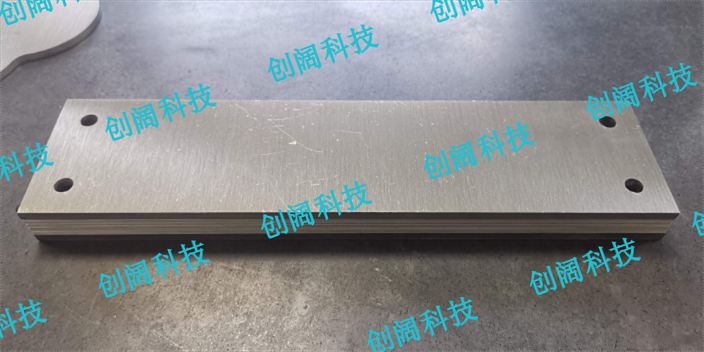
創(chuàng)闊科技使用的真空擴(kuò)散焊是一種固態(tài)連接方法,,是在一定溫度和壓力下使待焊表面發(fā)生微小的塑性變形實現(xiàn)大面積的緊密接觸,并經(jīng)一定時間的保溫,,通過接觸面間原子的互擴(kuò)散及界面遷移從而實現(xiàn)零件的冶金結(jié)合,。擴(kuò)散焊大致可分為三個階段:第一階段為初始塑性變形階段。在高溫和壓力下,,粗糙表面的微觀凸起首先接觸,,并發(fā)生塑性變形,實際接觸面積增加,,并伴隨表面附著層和氧化膜的破碎,,使界面實現(xiàn)緊密接觸,形成大量金屬鍵,,為原子的擴(kuò)散提供條件,。第二階段為界面原子的互擴(kuò)散和遷移。在連接溫度下,,原子處于較高的活躍狀態(tài),,待焊表面變形形成的大量空位、位錯和晶格畸變等缺陷,,使得原子擴(kuò)散系數(shù)增加,。此外,此階段還伴隨著再結(jié)晶的發(fā)生,,以實現(xiàn)更加牢固的冶金結(jié)合和界面孔洞的收縮及消失,。第三階段為界面及孔洞的消失。該階段原子繼續(xù)擴(kuò)散使原始界面和孔洞完全消失,,達(dá)到良好的冶金結(jié)合,。其優(yōu)點(diǎn)可歸納為以下幾點(diǎn):(1)接頭性能優(yōu)異。擴(kuò)散焊接頭強(qiáng)度高,,真空密封性好,,質(zhì)量穩(wěn)定。對于同質(zhì)材料,,焊接接頭的微觀組織及性能與母材相似,,且母材在焊后其物理、化學(xué)性能基本不發(fā)生改變,。(2)焊接變形小,。擴(kuò)散連接是一種固相連接技術(shù),焊接過程中沒有金屬的熔化和凝固,。微加工技術(shù)起源于航天技術(shù)的發(fā)展,,曾推動了微電子技術(shù)和數(shù)字技術(shù)的迅速發(fā)展,創(chuàng)闊科技添磚加瓦。楊浦區(qū)微通道換熱器生產(chǎn)廠家
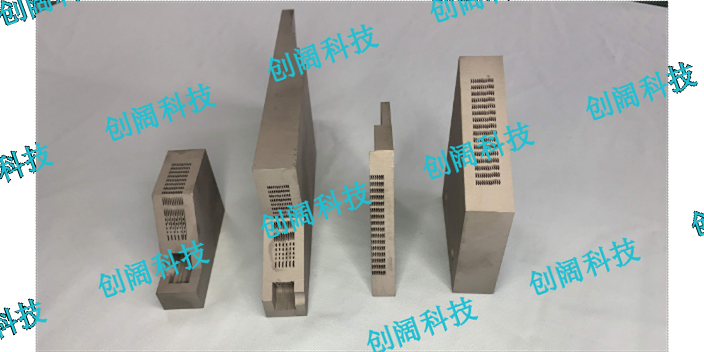
微通道換熱器
創(chuàng)闊金屬微通道換熱器有哪些選用材料,?在這里,,創(chuàng)闊金屬也整理了一下詳細(xì)的資料,來為大家闡述一下微通道換熱器的選用材料,。微型微通道換熱器可選用的材料有:聚甲基丙烯酸甲酯,、鎳、銅,、不銹鋼,、陶瓷、硅,、Si3N4和鋁等,。采用鎳材料的微通道換熱器,單位體積的傳熱性能比相應(yīng)聚合體材料的換熱器高5倍多,單位質(zhì)量的傳熱性能也提高了50%。采用銅材料,可將金屬板材加工成小而光滑的流體通道,且可精確掌握翅片尺寸和平板厚度,達(dá)到幾十微米級,經(jīng)釬焊形成平板錯流式結(jié)構(gòu),傳熱系數(shù)可達(dá)45MW/(m3·K),是傳統(tǒng)緊湊式換熱器的20倍,。采用硅,、Si3N4等材料可制造結(jié)構(gòu)更為復(fù)雜的多層結(jié)構(gòu),通過各向異性的蝕刻過程可完成加工新型換熱器,使用夾層和堆砌技術(shù)可制造出各種結(jié)構(gòu)和尺寸,如通道為角錐結(jié)構(gòu)的換熱器。大尺度微通道換熱器形成微通道規(guī)?;纳a(chǎn)技術(shù)主要是受擠壓技術(shù),受壓力加工技術(shù)所限,可選用的材料也極為有限,主要為鋁及鋁合金,。廣東創(chuàng)闊科技微通道換熱器多層焊接式換熱器,找創(chuàng)闊科技,。
真空擴(kuò)散焊接工藝目前應(yīng)用于航空航天產(chǎn)品的焊接生產(chǎn)以及自動化工裝夾具的焊接生產(chǎn)等等,。材料的擴(kuò)散焊是以“物理純”表面的主要特性之一為根據(jù),真空擴(kuò)散焊是在溫度和壓力下將各種待焊物質(zhì)的焊接表面相互接觸,,通過微觀塑性變形或通過焊接面產(chǎn)生微量液相而擴(kuò)大待焊表面的物理接觸,使之距離離達(dá)(1~5)x10-8cm以內(nèi)(這樣原子間的引力起作用,,才可能形成金屬鍵),,再經(jīng)較長時間的原子相互間的不斷擴(kuò)散,相互滲透,,來實現(xiàn)冶金結(jié)合的一種焊接方法,。該種表面由于開裂的原子鍵而具有“結(jié)合”能力。采用真空和其他凈化表面的方法之后,,就有可能利用上述原子結(jié)合力,,來連接兩個和兩個以上的表面,隨后表面上產(chǎn)生的擴(kuò)散過程提高了這一連接的強(qiáng)度,。通俗一點(diǎn)來講就是達(dá)到的你中有我,,我中有你的程度!根據(jù)焊接過程中是否出現(xiàn)液相,,又將擴(kuò)散焊分為固態(tài)擴(kuò)散焊和瞬間液相擴(kuò)散焊,。用這種焊接方法,可以連接具有不同硬度、強(qiáng)度,、相互潤濕的各種材料,,包括異種金屬、陶瓷,、金屬陶瓷,,這些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金,、銅,、鈦、玻璃和可伐合金,;黃金和青銅,;鉑和鈦;銀和不銹諷鋼,;鈮和陶瓷,、鑰;鋼和鑄鐵,、鋁,、鎢、鈦,、金屑陶瓷,、錫;銅和鋁,、鈦,。
技術(shù)實現(xiàn)要素:本實用新型的目的是為了解決現(xiàn)有技術(shù)中存在流體表面張力的作用變得極為明顯,流體在微通道內(nèi)流動時總是處于平流狀態(tài),,不同流體間的混合主要依靠分子間的擴(kuò)散作用,,混合效率較低的缺點(diǎn),而提出的一種實現(xiàn)多次加強(qiáng)混合作用的微通道結(jié)構(gòu),。為了實現(xiàn)上述目的,。“創(chuàng)闊科技”研究開發(fā)一種實現(xiàn)多次加強(qiáng)混合作用的微通道結(jié)構(gòu),,包括主流道和第二主流道,,所述主流道的右側(cè)設(shè)置有前腔混合室,且主流道和前腔混合室之間設(shè)置有分流道路,,所述分流道路的右側(cè)設(shè)置有中間混合腔室,。高效微通道反應(yīng)器加工聯(lián)系創(chuàng)闊金屬科技。
微通道(微通道換熱器)的工程背景來源于上個世紀(jì)80年代高密度電子器件的冷卻和90年代出現(xiàn)的微電子機(jī)械系統(tǒng)的傳熱問題,。1981年,Tuckerman和Pease提出了微通道散熱器的概念,;1985年,Swife,Migliori和Wheatley研制出了用于兩流體熱交換的微通道換熱器,。隨著微制造技術(shù)的發(fā)展,人們已經(jīng)能夠制造水力學(xué)直徑?10~1000μm通道所構(gòu)成的微尺寸換熱器。1986年Cross和Ramshaw研制了印刷電路微尺寸換熱器,體積換熱系數(shù)達(dá)到7MW/(m3·K),;1994年Friedrich和Kang研制的微尺度換熱器體積換熱系數(shù)達(dá)45MW/(m3·K),;2001年,Jiang等提出了微熱管冷卻系統(tǒng)的概念,該微冷卻系統(tǒng)實際上是一個微散熱系統(tǒng),由電子動力泵、微冷凝器,、微熱管組成,。如果用微壓縮冷凝系統(tǒng)替代微冷凝器,可實現(xiàn)主動冷卻,支持高密度熱量電子器件的高速運(yùn)行。緊湊型微結(jié)構(gòu)換熱器創(chuàng)闊科技,。海淀區(qū)電子芯片微通道換熱器
板式換熱器加工制作,,創(chuàng)闊科技。楊浦區(qū)微通道換熱器生產(chǎn)廠家
創(chuàng)闊科技采用真空擴(kuò)散焊接制造微通道換熱器,,熱交換器作為熱管理系統(tǒng)關(guān)鍵裝備,,小型化(緊湊化)、換熱效率高效化是當(dāng)前該領(lǐng)域的主流發(fā)展方向,,其使役性能方面的要求也日益嚴(yán)苛,。這直接導(dǎo)致了熱交換器裝備在用材、加工,、制造工藝等方面面臨極大的挑戰(zhàn),。以列管式換熱器為例,對于薄壁或超薄壁的換熱管,,是以產(chǎn)品結(jié)構(gòu)優(yōu)化使用分體機(jī)械加工再真空擴(kuò)散焊接加工來完成,,然而普通的換熱管極易發(fā)生溶蝕和燒穿,很難難焊并不不能焊,。創(chuàng)闊科技團(tuán)隊通過焊接材料成分體系的科學(xué)設(shè)計,、焊接工藝制度的不斷優(yōu)化,機(jī)械加工的不斷更新,,超薄壁換熱管的焊接難題可以得到有效的解決,。楊浦區(qū)微通道換熱器生產(chǎn)廠家
- 四川真空擴(kuò)散焊接生產(chǎn)廠家 2025-05-18
- 普陀區(qū)創(chuàng)闊金屬微通道換熱器 2025-05-18
- 湖南制藥篩網(wǎng)微孔加工 2025-05-18
- 廣東創(chuàng)闊科技微通道換熱器 2025-05-18
- 四川微通道換熱器聯(lián)系方式 2025-05-18
- 內(nèi)蒙古微孔加工方法 2025-05-18
- 江北區(qū)真空擴(kuò)散焊接生產(chǎn)廠家 2025-05-18
- 浙江微孔加工大概費(fèi)用 2025-05-18
- 創(chuàng)闊能源真空擴(kuò)散焊接誠信合作 2025-05-18
- 河北激光微孔加工 2025-05-18
- 微型激光切割機(jī)高新技術(shù)產(chǎn)品 2025-05-18
- 江蘇高節(jié)能風(fēng)機(jī)廠家價格 2025-05-18
- 上海垃圾清洗區(qū)地溝廠家 2025-05-18
- 廣西隔膜泵推薦貨源 2025-05-18
- 南通銷售二維混合機(jī)私人定做 2025-05-18
- 吉林植物提取生產(chǎn)線設(shè)備加工 2025-05-18
- 安徽空氣污染物檢測簡介 2025-05-18
- 液晶DEMO盒 2025-05-18
- 湖北現(xiàn)代自動化設(shè)備生產(chǎn)廠家 2025-05-18
- 寧夏購買濾片按需定制 2025-05-18