廣東式繞線機(jī)
無刷直流電機(jī)的生產(chǎn)過程,離不開定子繞線工藝,一般根據(jù)定子形狀、大小,、槽口方向及繞線方式的不同,,所選用的繞線機(jī)設(shè)備也有所不同。常見的定子槽口有向內(nèi)的,,也有向外的,槽口向外的很多朋友也習(xí)慣叫外轉(zhuǎn)子,,其實(shí)應(yīng)該叫定子,,因?yàn)殡姍C(jī)運(yùn)行過程中,它是不動的,,外面磁鋼旋轉(zhuǎn)的才叫轉(zhuǎn)子,。槽口向外的產(chǎn)品常采用飛叉繞線方式來解決繞線問題,,具體的工作原理及繞線方法如下:不管是有刷還是無刷電機(jī),外繞基本都采用飛叉繞線方式,,無刷一般用單飛叉模式,,飛叉繞線機(jī)主機(jī)包括機(jī)架、電機(jī)及控制系統(tǒng),、排線裝置,、模具等,在可編程控制系統(tǒng)控制下,,機(jī)器可以實(shí)現(xiàn)正反轉(zhuǎn),,啟停,變速以及自動排線繞線,,還可以達(dá)到精密排線的效果,。深圳市金岷江銷售直條定子繞線機(jī)頂針裝置的效果和合理應(yīng)用。廣東式繞線機(jī)
繞線機(jī)
我們常見的簡易數(shù)控繞線機(jī),,功能要求比較簡單,,深圳市金岷江智能裝備有限公司轉(zhuǎn)子繞線機(jī)繞線工藝實(shí)現(xiàn)完全依靠操作人員的人工作為完成,所配置的控制系統(tǒng)一般都具有調(diào)速,、圈數(shù)控制,、正/反轉(zhuǎn)切換等,控制**一般都是單片機(jī)電路,。全自動繞線機(jī)自動加工能力的提升是所有使用者都知道的,,各種**的傳感器及高精度傳動部件、伺服系統(tǒng)等精密部件不斷的被應(yīng)用到繞線機(jī)的控制中,。使用領(lǐng)域***的CNC繞線機(jī)控制系統(tǒng),,它具有自動排線功能,在各種類型線圈的繞線工藝中都可以見到它的身影,,系統(tǒng)集成了我們繞線加工中所常用的功能,,控制電路將設(shè)備的控制和信號輸入都集成在一起,系統(tǒng)的應(yīng)用也可以隨機(jī)型的差異來配置,。那么質(zhì)量轉(zhuǎn)子繞線機(jī)在標(biāo)準(zhǔn)化的道路上我們還要具備以下三個基本條件:1,、了解行業(yè)所涉及的基礎(chǔ)知識及行業(yè)發(fā)展方向。2,、對現(xiàn)有成熟的理解和改進(jìn),,掌握新技術(shù)的動向。3,、行業(yè)應(yīng)綜合能力,,將行業(yè)技術(shù)難點(diǎn)匯總,各取所長,。轉(zhuǎn)子繞線機(jī)廠家的繞線機(jī)模塊化的基本原理是將繞線機(jī)主體,、控制系統(tǒng)和外部配置部件,,全部按功能和結(jié)構(gòu)分解為一些基本單元模塊,然后按客戶的需求進(jìn)行組合配置后售出,,以滿足不同的市場需求,。工業(yè)設(shè)備的模塊化設(shè)計(jì),其思想和實(shí)踐已有多年的歷史,。在日常生活中,。珠海轉(zhuǎn)子繞線機(jī)推薦繞線機(jī)哪家性價比更高?

7011A轉(zhuǎn)子繞線機(jī)(粗線)采用進(jìn)口PLC控制系統(tǒng),,R軸伺服電機(jī)繞線,,W軸換極,Y軸排線,;自動收線頭,、線尾,適用于粗線繞制,。自動收線尾,、線頭,運(yùn)行穩(wěn)定轉(zhuǎn)換機(jī)種方便,可適合多種繞線方式可多臺鏈接實(shí)現(xiàn)自動化生產(chǎn)線觸摸屏上可實(shí)現(xiàn)修改程序,,簡單易學(xué)非標(biāo)可定制設(shè)備參數(shù)Productparameter功能參數(shù)完成工序同時對2個產(chǎn)品適用范圍外徑范圍φ18-φ45,,疊厚60mm適用線徑φφ繞線方式多軸聯(lián)動排線、線頭線尾自動處理上料卸料方式人工繞線速度3000RMP功率外觀尺寸1400L*2050W*1800H熱品推薦/Hotproduct分塊式定子繞線機(jī)分塊式定子繞線機(jī)通過切換不同繞線程序,,可適應(yīng)設(shè)備充許范圍內(nèi)全部產(chǎn)品,。其應(yīng)用于汽車、機(jī)器人,、家用電器等領(lǐng)導(dǎo),。展開式直排定子繞線機(jī)展開式直排定子繞線機(jī)采用飛叉方式繞線,具待料功能,,采用**軸排線,,以保證排線的平整。采用松下PLC控制,,采用松下伺服電機(jī),,,,,U軸**排線,。自粘線圈繞線機(jī)自粘線圈繞線機(jī),適用于手機(jī)馬達(dá)扁平線圈、音響線圈,、IC卡高低頻線圈等各種空心線圈,。采用松下PLC控制,S軸伺服電機(jī)繞線,,X軸伺服電機(jī)排線,,觸摸屏上可實(shí)現(xiàn)修改程序,簡單易學(xué),。
也可以看到很多模塊化工業(yè)及民用產(chǎn)品的***應(yīng)用,。20世紀(jì)50年代,一些歐美的學(xué)者開始提出“產(chǎn)品的模塊化設(shè)計(jì)”概念,,這才真正把產(chǎn)品模塊化提升到學(xué)術(shù)的高度來進(jìn)行研究,。應(yīng)用于數(shù)控繞線機(jī)上的模塊化設(shè)計(jì),其主要思想是把一組同時具有相同或相似功能的部件為同一模塊,,配置相同的接口與安裝方式,,與具有不同性能或用途的模塊互相組合,生成質(zhì)量轉(zhuǎn)子繞線機(jī),。有時候甚至不同結(jié)構(gòu)特征的部件,,只要具備相同功能,且滿足互換條件,,亦能歸類為同一模塊,。轉(zhuǎn)子繞線機(jī)廠家在運(yùn)用伺服系統(tǒng)以前,普遍使用如改進(jìn)型直流電動機(jī),、小慣量直流電動機(jī),,永磁式直流電動機(jī)、無刷直流電動機(jī)等,。進(jìn)入新世紀(jì)以來,,以交流異步電動機(jī)和永磁同步電動機(jī)為基礎(chǔ)的主軸驅(qū)動技術(shù)得到了迅速的發(fā)展,它是數(shù)控繞線機(jī)執(zhí)行機(jī)構(gòu)發(fā)展的一個方向,。由于數(shù)控繞線機(jī)對伺服系統(tǒng)提出了嚴(yán)格的技術(shù)要求,,伺服系統(tǒng)也對其自帶的**執(zhí)行伺服電機(jī)提出了嚴(yán)格的要求。質(zhì)量轉(zhuǎn)子繞線機(jī)使用伺服的優(yōu)勢是顯而易見的,,響應(yīng)速度高,、可以實(shí)現(xiàn)主軸的精確定位及滿足自鎖要求,在結(jié)構(gòu)緊湊的繞線設(shè)備中節(jié)省了空間使用,,更有利于設(shè)備的散熱,。線圈的纏繞工藝不單只有收卷工藝,還需要繞線設(shè)備實(shí)現(xiàn)精確的有序排線動作,。六工位定子內(nèi)繞機(jī)系統(tǒng)解決方案,。
空轉(zhuǎn)操作:在空載條件下運(yùn)行約30分鐘。查看軸承部件和滑動部件的溫度是否沒有明顯升高,。在空轉(zhuǎn)進(jìn)程中,,測驗(yàn)設(shè)備的高速和低速以及各種動作的執(zhí)行情況。查看是否杰出,查看越線槽和泊車時的位置精度,,查看制動器是否有效,,穿線裝置中的張緊器和搓線輥是否光滑。3.繞線:在繞線進(jìn)程中,,查看繞線數(shù)量是否準(zhǔn)確計(jì)數(shù),,排列裝置是否平穩(wěn)正確移動,并依據(jù)情況目視查看繞線的線圈是否扁平,,緊湊設(shè)置進(jìn)程中,,漆包線的絕緣層是否杰出。公司把產(chǎn)品質(zhì)量作為企業(yè)生命,,除性能先進(jìn)外,,選用的電氣元件、氣動元件,、驅(qū)動部件和控制系統(tǒng)全產(chǎn)部進(jìn)口國際眾所周知的公司產(chǎn)品,,主要加工件全部采用加工中心加工,熱處理,,電鍍,、油漆,一般件加工均有長期合作企業(yè),,有完善的質(zhì)保體系,,確保產(chǎn)品質(zhì)量,公司注重誠信,,以客戶為上帝,。以“以人為本、以誠信樹形象,、以質(zhì)量求生存,、以服務(wù)括市場”的經(jīng)營理念,為客戶提供多方位的技術(shù)服務(wù),。興裕隆順應(yīng)市場走向,,響應(yīng)國家節(jié)能減排政策,不斷調(diào)整研發(fā)方向,,不斷進(jìn)?。?無刷電機(jī)全自動繞線機(jī)工作原理及繞線方式是這樣的,。廣東六工位繞線機(jī)
繞線機(jī)的產(chǎn)品類別有哪些,?廣東式繞線機(jī)
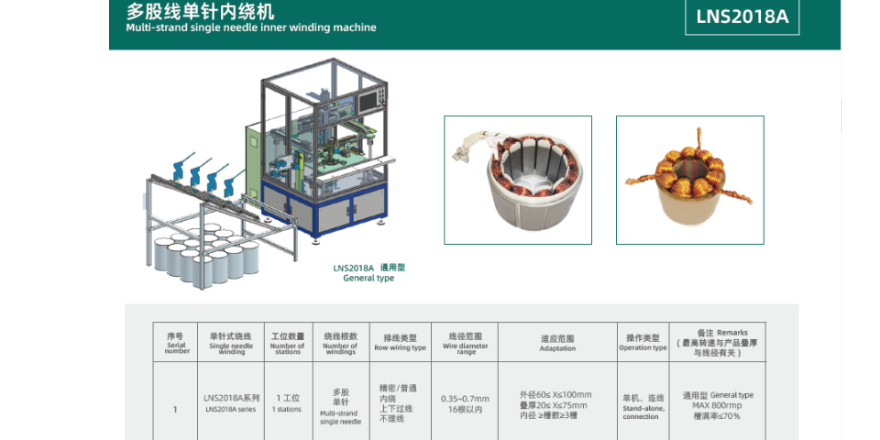
無刷定子繞線機(jī)本技術(shù)涉及電機(jī)定子生產(chǎn),具體為無刷定子繞線機(jī),。技術(shù)介紹電機(jī)定子一般由本體及本體外圓繞線槽中的導(dǎo)線構(gòu)成,,在目前,導(dǎo)線在繞線槽中的卷繞加工一般是通過手工進(jìn)行的,該加工方式不只效率底,,同時勞動強(qiáng)度大,,很容易造成作業(yè)者雙手的損傷。此外,,因手工卷繞時一般是將多根導(dǎo)線收攏成一股后再嵌入到繞線槽中,,而收攏后的導(dǎo)線整體線徑要大于繞線槽的進(jìn)口間隙,,這導(dǎo)致嵌入過程中很容易導(dǎo)致導(dǎo)線外層絕緣層的損傷剝落,,嚴(yán)重影響了卷繞質(zhì)量,卷繞圈數(shù)不好控制,,產(chǎn)品合格率低,,穩(wěn)定性差。再者,,以上成股嵌入的卷繞方式在卷繞時需要費(fèi)很大的力氣,,但實(shí)際加工中作業(yè)者為考慮交工效率,拉的都不會很緊實(shí),,使得不同次卷繞的導(dǎo)線股與股之間的縫隙很大,,進(jìn)而導(dǎo)致定子的槽滿率比較低,同時也使大量的導(dǎo)線外露,,不只浪費(fèi)線材且影響了定子的工作穩(wěn)定性,。技術(shù)實(shí)現(xiàn)思路(一)解決的技術(shù)問題針對現(xiàn)有技術(shù)的不足,本技術(shù)提供了無刷定子繞線機(jī),,解決了手動繞線速度慢,、效率低,且不便于控制定子繞線的質(zhì)量,,導(dǎo)致繞線的合格率低,、穩(wěn)定性差的問題。(二)技術(shù)方案為實(shí)現(xiàn)上述目的,,本技術(shù)提供如下技術(shù)方案:無刷定子繞線機(jī),。廣東式繞線機(jī)
- 吉安小直流電機(jī)裝配定制 2025-06-05
- 溫州全自動電機(jī)裝配人工 2025-06-04
- 南京小直流電機(jī)裝配定制 2025-06-04
- 座椅電動機(jī)裝配設(shè)備多少錢一臺 2025-06-04
- 無錫電機(jī)裝配多少錢 2025-06-04
- 廣州無刷電動機(jī)裝配設(shè)備 2025-06-04
- 萍鄉(xiāng)大型電機(jī)裝配速率是多少 2025-06-04
- 濟(jì)南非標(biāo)電機(jī)裝配半自動產(chǎn)線 2025-06-04
- 廣州定子電動機(jī)裝配設(shè)備設(shè)備廠家 2025-06-04
- 寧波轉(zhuǎn)子電動機(jī)裝配設(shè)備設(shè)備廠家 2025-06-04
- 巴頓VAC625AC002分子泵軸承公司 2025-06-15
- 武漢本地減速機(jī)銷售廠家 2025-06-15
- 云南醫(yī)療行業(yè)氣泵價格 2025-06-15
- 嘉定區(qū)常見分子泵軸承怎么樣 2025-06-15
- 廣東碳鋼高壓活塞式蓄能器加工 2025-06-15
- 姑蘇區(qū)光柵尺誠信合作 2025-06-15
- 環(huán)翠區(qū)質(zhì)量奧的斯電梯技術(shù)指導(dǎo) 2025-06-15
- 上海智能控制柜維修 2025-06-15
- 長寧區(qū)銷售電動調(diào)節(jié)閥銷售電話 2025-06-15
- 南通鞍座式程控磨床供應(yīng)廠家 2025-06-15