-
溫始地送風(fēng)風(fēng)盤(pán) —— 革新家居空氣享受的藝術(shù)品
-
溫始·未來(lái)生活新定義 —— 智能調(diào)濕新風(fēng)機(jī)
-
秋季舒適室內(nèi)感,,五恒系統(tǒng)如何做到,?
-
大眾對(duì)五恒系統(tǒng)的常見(jiàn)問(wèn)題解答,?
-
五恒空調(diào)系統(tǒng)基本概要
-
如何締造一個(gè)舒適的室內(nèi)生態(tài)氣候系統(tǒng)
-
舒適室內(nèi)環(huán)境除濕的意義
-
暖通發(fā)展至今,,怎樣選擇當(dāng)下產(chǎn)品
-
怎樣的空調(diào)系統(tǒng)ZUi值得你的選擇,?
-
五恒系統(tǒng)下的門(mén)窗藝術(shù):打造高效節(jié)能與舒適并存的居住空間
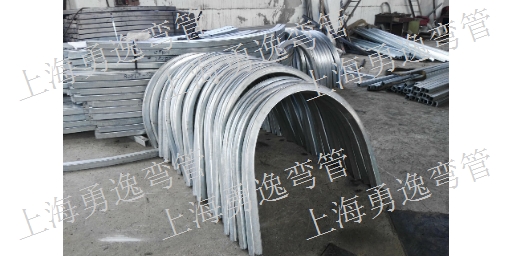
銷(xiāo)售馬路護(hù)欄加工定制焊接彎管規(guī)格型號(hào)
為避免由于加熱而發(fā)生睛間腐蝕,,焊接電流不宜太大,,比碳鋼焊條較少20%左右,,電弧不宜過(guò)長(zhǎng),,層間快冷,,以窄焊道為宜。焊后硬化性較大,,隨便發(fā)生裂紋,。若采用同類(lèi)型的不銹鋼沖壓彎頭焊接,必需進(jìn)行300℃以上的預(yù)熱和焊后700℃左右的緩冷處置,。若焊件不克不及進(jìn)行焊后熱處置,,則應(yīng)選用不銹鋼沖壓彎頭焊條,。不銹鋼沖壓彎頭焊接時(shí),遭到反復(fù)加熱析出碳化物,,降低耐腐蝕性和力學(xué)機(jī)能,。若焊件不克不及進(jìn)行熱處置,則應(yīng)選用鉻鎳不銹鋼焊條,。上海勇逸彎管有限公司型材,、角鋼、槽鋼,、扁鋼,、H型鋼、工字鋼,、異型鋼等,。銷(xiāo)售馬路護(hù)欄加工定制焊接彎管規(guī)格型號(hào)

鍛造法蘭一般比鑄造法蘭含碳低不易生銹,鍛件流線(xiàn)型好,,組織比較致密,,機(jī)械性能優(yōu)于鑄造法蘭;鍛造工藝不當(dāng)也會(huì)出現(xiàn)晶粒大或不均,,硬化裂紋現(xiàn)象,,鍛造成本高于鑄造法蘭。鍛件比鑄件能承受更高的剪切力和拉伸力,。鑄件的優(yōu)點(diǎn)在于可以制造出比較復(fù)雜的外形,,成本比較低;鍛件優(yōu)點(diǎn)在于內(nèi)部組織均勻,,不存在鑄件中的氣孔,,夾雜等有害缺點(diǎn);從生產(chǎn)工藝流程區(qū)別鑄造法蘭和鍛造法蘭的不同,,比如離心法蘭就屬于鑄造法蘭的一種,。離心法蘭屬于精密鑄造方法生產(chǎn)法蘭,該種鑄造較普通砂型鑄造組織要細(xì)很多,,質(zhì)量提高不少,,不易出現(xiàn)組織疏松、氣孔,、沙眼等問(wèn)題,。首先我們需要了解離心法蘭是怎樣生產(chǎn)制作的,離心澆鑄制做平焊法蘭的工藝方法及產(chǎn)品,,其特征是該產(chǎn)品經(jīng)過(guò)下列工藝步驟加工而成:①將所選原材料鋼材放入中頻電爐熔煉,,使鋼水溫度達(dá)到1600-1700℃;②將金屬模具預(yù)加熱到800-900℃保持恒溫;③起動(dòng)離心機(jī),,將步驟①中鋼水注入步驟②中預(yù)熱后金屬模具,;④鑄件自然冷卻到800-900℃保持1-10分鐘;⑤用水冷卻至接近常溫,,脫模取出鑄件,。銷(xiāo)售馬路護(hù)欄加工定制焊接彎管規(guī)格型號(hào)復(fù)式樓鋼木樓梯 雙梁旋轉(zhuǎn)梯.

彎管基本上都是經(jīng)過(guò)加工制成的,而且它基本上都是用高溫加熱變形變彎的,,很多材料一旦預(yù)熱會(huì)變形,,而該管道的加工彎制也正是使用這個(gè)原理。它的加熱溫度需要在一定的范圍之內(nèi),,在彎制的時(shí)候應(yīng)該盡快確定加熱溫度,在確定之前一定要掌握溫度確定原則,。彎管的材質(zhì)在奧氏體化溫度以上,,推制時(shí)彎頭內(nèi)壁主壓應(yīng)力小于材料在此溫度下的屈服極限。材質(zhì)奧氏體化溫度越高,,加熱溫度越高,;材質(zhì)高溫屈服極限越高。確定始鍛溫度時(shí),,應(yīng)保證彎管在加熱過(guò)程中不產(chǎn)生過(guò)燒現(xiàn)象,,同時(shí)也要盡力避免發(fā)生過(guò)熱。彎管加熱溫度盡可能不超過(guò)1050℃,。
基本上都是根據(jù)管道的材料,、壓力、受力方向等因素進(jìn)行確定,,而且它的加熱溫度范圍基本上都會(huì)根據(jù)管道的材質(zhì)確定,,只要不超過(guò)或者低于一定的范圍,基本上管道的彎制工作比較理想,。彎管的環(huán)剛度實(shí)際上是指抗外部壓力指標(biāo),。壓力管道的承受的負(fù)載有內(nèi)部壓力和外部的壓力。通常內(nèi)部壓力產(chǎn)生的應(yīng)力是造成管材破壞的主要因素,,破壞的形式是管壁內(nèi)的拉應(yīng)力造成的變形過(guò)大和破裂,。設(shè)計(jì)時(shí)一般先按承受內(nèi)壓負(fù)載進(jìn)行設(shè)計(jì)計(jì)算,選擇材料和結(jié)構(gòu)數(shù)據(jù),,如壁厚,,再考慮外壓負(fù)載進(jìn)行設(shè)計(jì)驗(yàn)算,必要時(shí)修改結(jié)構(gòu)數(shù)據(jù),。彎管的環(huán)剛度實(shí)際上不是一直不變的,,同樣壓力的管道。彎管加工產(chǎn)品有直角彎管 U型彎管 組合彎管.
1、導(dǎo)電良好,,耐酸鈦材料制造,。與導(dǎo)電接觸部分用比較好的紫銅板做的掛鉤。2,、能使電流自由地通過(guò),。不會(huì)因斷面太小,電陰太大,,產(chǎn)生過(guò)熱而燒斷鈦掛具,。3、鈦掛具與零件接觸面積小,,但保證電流通過(guò),。接觸點(diǎn)不產(chǎn)生局部過(guò)熱,燒毀零件或掛具,。4,、厚度在、尺寸精度和光潔度較高的零件,、硬質(zhì)陽(yáng)極氧化的零件,、用通用掛具無(wú)法裝掛的零件,為了保證產(chǎn)品質(zhì)量和提高生產(chǎn)效率,,都要根據(jù)零件的外形和陽(yáng)極氧化的部位設(shè)計(jì)和制造**掛具,,以保證零件陽(yáng)極氧化質(zhì)量。氧化鈦掛具,、鈦碟安裝使用時(shí)的注意事項(xiàng):1,、鈦掛具底部離槽底的距離為150~200mm2、工作沉入電件液的濃度為距離件液面約40~60mm3,、鈦掛具與掛具面的距離為20~40mm4,、掛具與槽壁要大于50mm5、手工操作能用的鈦掛具的裝載質(zhì)量一般為1~3KG左右6,、提桿位置應(yīng)離于液面80mm以上應(yīng)用承受整個(gè)掛具和工作重量的機(jī)械強(qiáng)度7,、主桿、支桿都起承駝工作的重量和傳遞電流的作用應(yīng)有足夠的機(jī)械強(qiáng)度和導(dǎo)電截積8,、可根據(jù)客戶(hù)需要定做鈦掛具,、鈦碟、鈦螺絲,。門(mén)窗,、扶手、導(dǎo)軌,鋼,、鋁,、銅,、鎬、鈦,天窗,、雨棚,、螺旋樓梯。銷(xiāo)售馬路護(hù)欄加工定制焊接彎管規(guī)格型號(hào)
彎曲時(shí)只需改變主,、從輥輪間的間隔,,就可以實(shí)現(xiàn)各種曲率半徑的彎曲。銷(xiāo)售馬路護(hù)欄加工定制焊接彎管規(guī)格型號(hào)
公司位于中國(guó)·上海,,主營(yíng) 彎管加工,,拉彎加工,彎圓加工,,機(jī)械零件加工,,專(zhuān)業(yè)各種型材上海拉彎彎曲,上海彎圓,,上海彎管彎弧,,等剪板折邊來(lái)料彎管加工及訂單加工,各種產(chǎn)品供應(yīng)商,,目前可加工型材截面Φ6mm-Φ1500mm,擁有液壓拉彎?rùn)C(jī),、液壓頂彎?rùn)C(jī),、液壓彎管機(jī)、帶芯棒式數(shù)控彎管機(jī),、管端成型機(jī),、三輥型材卷彎?rùn)C(jī)、七輥型材卷彎?rùn)C(jī),、金屬管材圓鋸機(jī),,具備業(yè)內(nèi)加工面一齊整的多種彎圓設(shè)備,彎管產(chǎn)品全分布于造船,、汽車(chē),、摩托車(chē)、鍋爐,、石油化工,、家具、機(jī)械制造,、裝潢,、金屬結(jié)構(gòu)、幕墻裝飾等行業(yè),。 管桁架,,是指用圓桿件在端部相互連接而組成的格子式結(jié)構(gòu),。桁件使桁架結(jié)構(gòu)用料經(jīng)濟(jì)、結(jié)構(gòu)自重輕,,易于構(gòu)成各種外形以適應(yīng)不同的用途,,譬如可以做成簡(jiǎn)支桁架、拱,、框架及塔架等,。近年來(lái),隨著我國(guó)鋼鐵產(chǎn)量的不斷增長(zhǎng),,管桁架在被越來(lái)越全的使
銷(xiāo)售馬路護(hù)欄加工定制焊接彎管規(guī)格型號(hào)
- 福建銷(xiāo)售不銹鋼彎管加工定制 2025-05-30
- 南通不銹鋼彎管加工定制制作廠家 2025-05-30
- 常州本地不銹鋼彎管加工定制 2025-05-30
- 直銷(xiāo)不銹鋼彎管加工定制聯(lián)系人 2025-05-30
- 上海不銹鋼彎管加工定制 2025-05-30
- 宿遷不銹鋼彎管加工定制生產(chǎn)工藝 2025-05-30
- 海寧不銹鋼彎管加工定制質(zhì)量保證 2025-05-30
- 耐用性高不銹鋼卷板旋轉(zhuǎn)樓梯加工廠家歡迎來(lái)電 2025-05-30
- 海寧不銹鋼彎管加工定制銷(xiāo)售方法 2025-05-29
- 常州不銹鋼彎管加工定制大概多少錢(qián) 2025-05-29
- 張拉式膜結(jié)構(gòu) 2025-05-30
- 推廣保溫材料平臺(tái) 2025-05-30
- 虞山高新區(qū)PVC管代理商 2025-05-30
- 崇明區(qū)品牌市政公用建設(shè)工程施工信息 2025-05-30
- 寶山區(qū)高科技交通標(biāo)線(xiàn)廠家現(xiàn)貨 2025-05-30
- 福建銷(xiāo)售不銹鋼彎管加工定制 2025-05-30
- 南京新型建筑勞務(wù)分包單價(jià) 2025-05-30
- 南山區(qū)充氣設(shè)施膜結(jié)構(gòu)聯(lián)系方式 2025-05-30
- 北京田園民宿設(shè)計(jì)儀式感 2025-05-30
- 陜西工業(yè)廠房現(xiàn)代營(yíng)造灌漿套筒多少錢(qián)一個(gè) 2025-05-30