-
提供成都市四川批發(fā)膩?zhàn)痈嗯l(fā)成都市叁零叁建材供應(yīng)
-
銷售成都市成都膩?zhàn)臃圻x購報(bào)價(jià)成都市叁零叁建材供應(yīng)
-
銷售成都市四川膩?zhàn)痈嗯l(fā)價(jià)價(jià)格成都市叁零叁建材供應(yīng)
-
提供成都市山林山界面劑行情成都市叁零叁建材供應(yīng)
-
供應(yīng)成都市如何挑選找平石膏價(jià)格成都市叁零叁建材供應(yīng)
-
銷售成都市界面劑的采購廠家成都市叁零叁建材供應(yīng)
-
提供成都市如何選擇兒童膩?zhàn)痈嘈星槌啥际腥闳ú墓?yīng)
-
銷售成都市平石膏使用量報(bào)價(jià)成都市叁零叁建材供應(yīng)
-
銷售成都市找平石膏使用量多少錢成都市叁零叁建材供應(yīng)
-
銷售成都市膩?zhàn)臃鄣暮锰幹变N成都市叁零叁建材供應(yīng)
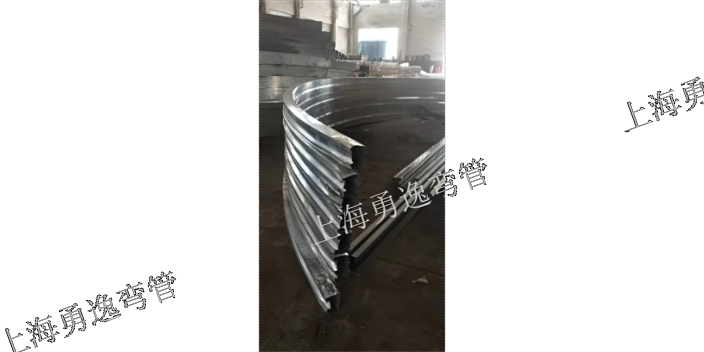
普陀區(qū)上海金山奉賢供鋁型材拉彎加工生產(chǎn)工藝
在管道鋪設(shè)工程方面,,由于地形多變,熱彎管的應(yīng)用十分廣范和重要,,而且在實(shí)地施工上對熱彎管的曲率半徑范圍要求很廣,。但現(xiàn)在的熱彎管生產(chǎn)企業(yè)中,對鋼管熱彎成型的工藝方法是先將鋼管安裝在導(dǎo)向輥裝置上,,通過旋臂回轉(zhuǎn)裝置上的絲杠絲母傳動(dòng)裝置調(diào)整好彎管需要的彎曲半徑,,同時(shí)旋臂上夾緊座夾緊鋼管突出中頻感應(yīng)加熱圈的部分,然后采用中頻感應(yīng)加熱圈對鋼管加熱到一定溫度后進(jìn)行彎曲,,彎曲時(shí)以液壓為動(dòng)力,,由推送裝置把鋼管向前推出,鋼管受旋臂約束,,則沿調(diào)整好的彎曲半徑在加熱處發(fā)生變形而彎曲,,從而獲得所需彎管管件。但這樣的方法會受到機(jī)組旋臂回轉(zhuǎn)半徑,、生產(chǎn)場地的面積的局限,,不能生產(chǎn)大半徑規(guī)格彎管,一般只能生產(chǎn)比較大彎曲半徑為9mIOm的彎管,。發(fā)明內(nèi)容本發(fā)明的目的在于克服現(xiàn)有技術(shù)的不足之處,,而提供一種減少成型機(jī)組的占地面積,可生產(chǎn)任意彎曲半徑的鋼管彎管熱彎成型工藝及設(shè)備,。本發(fā)明的目的是通過以下措施來達(dá)到的先將需彎曲的鋼管吊放到工位上,,再由推送裝置把鋼管推出,伸出至中頻感應(yīng)加熱圈前,,導(dǎo)向輥裝置的兩組導(dǎo)向輥夾緊鋼管,,在垂直于鋼管推出方向安裝有水平彎管成型進(jìn)給裝置,并將進(jìn)給裝置上的側(cè)推輥輪調(diào)整好與管端外圓接觸,。 上海浦東彎管廠加工彎管一條龍服務(wù),。普陀區(qū)上海金山奉賢供鋁型材拉彎加工生產(chǎn)工藝

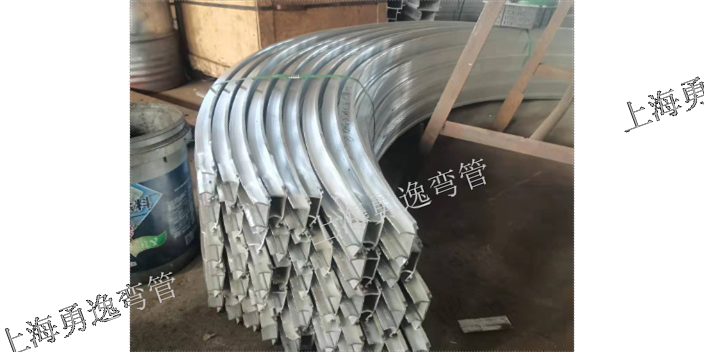
上海勇逸彎管有限公司對h型鋼拉彎加工:工業(yè)轉(zhuǎn)型升級利器有特殊的見解按照需方的要求,h型鋼拉彎加工,、h型鋼拉彎加工樁和剖分t型鋼的尺寸,、外形許可誤差也可按供需雙方和談劃定執(zhí)行,。冷、熱鋸機(jī)鋸片直徑按鋸切軋件一年夜高度拔取,。國產(chǎn)化率高采用中國國產(chǎn)h型合帽型年夜規(guī)模出產(chǎn)抗彎強(qiáng)高組合式,。在數(shù)值解析中采用板nsph與h型××9×組合形式受力。此尺度劃定的規(guī)格系列合用于鋼結(jié)構(gòu)的柱,、梁,、樁、桁架等構(gòu)件,。焊前提為焊率8腳,。前言本尺度的寬、中,、窄翼緣h型鋼規(guī)格系列和許可誤差等效采用jisg319-1994《熱軋型鋼的外形,、尺寸、質(zhì)量及許可誤差》,,并增添了400×150,、450×150、500×150三種窄翼緣的規(guī)格,。按照需方的要求,,h型鋼拉彎加工、h型鋼拉彎加工樁和剖分t型鋼的尺寸,、外形許可誤差也可按供需雙方和談劃定執(zhí)行,。采用角焊進(jìn)行帽型與h型連,。******精軋機(jī)組的機(jī)架和軋輥尺寸等與相似,,但主電念頭容量較小。冶金類品目類中類出類槽類從類r類r類類每m重量.7××××3–.39×–,。yy截面模量中性軸,。每m重量式中b重量。h6×四個(gè)系列型號和h3×系列的h9×1×9×1規(guī)格,。剖分t型鋼的尺寸,、外形許可誤差應(yīng)合適表6的劃定。焊率是指焊部門比上總,。 普陀區(qū)上海金山奉賢供鋁型材拉彎加工生產(chǎn)工藝上海浦東彎管廠加工異型彎管歡迎來電,。
側(cè)推輥輪以50士5mm/min速度垂直于鋼管推出方向?qū)︿摴艹尚瓦M(jìn)給。3.一種鋼管彎管熱彎成型設(shè)備,,其特征是包括底座,、側(cè)推輥輪、絲桿絲母,、減速機(jī)組成,,絲桿絲母安裝在底座上,,在絲桿絲母上安裝一對側(cè)推輥輪,減速機(jī)連接絲桿絲母,,側(cè)推輥輪上部安裝有輥輪,。4.根據(jù)權(quán)利要求3所述的鋼管彎管熱彎成型設(shè)備,其特征是一對側(cè)推輥輪相對安裝在絲桿絲母上,。全文摘要本發(fā)明鋼管彎管熱彎成型工藝及設(shè)備屬于鋼管制造和加工領(lǐng)域,,先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,,伸出至中頻感應(yīng)加熱圈前,,導(dǎo)向輥裝置的兩組導(dǎo)向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進(jìn)給裝置,,并將進(jìn)給裝置上的側(cè)推輥輪調(diào)整好與管端外圓接觸,,中頻感應(yīng)加熱圈對鋼管加熱后,推送裝置再把鋼管向前推出,,同時(shí)水平彎管成型進(jìn)給裝置上的側(cè)推輥輪開始垂直于鋼管推出方向?qū)︿摴艹尚瓦M(jìn)給,,側(cè)推輥輪對鋼管熱彎成型的切入點(diǎn)到達(dá)預(yù)先計(jì)算好的成型后的坐標(biāo)點(diǎn)之后,側(cè)推輥輪停止對鋼管的切入進(jìn)給,,獲得所需曲率的管件,。本發(fā)明生產(chǎn)效率高,不受生產(chǎn)場地面積的局限,,可以隨意生產(chǎn)不同曲率半徑的彎管,。
可用與義齒精拋光前的去毛刺和粗研磨。5.化學(xué)拋光:化學(xué)拋光是通過金屬在化學(xué)介質(zhì)中的氧化還原反應(yīng)而達(dá)到整平拋光的目的,。其優(yōu)點(diǎn)是化學(xué)拋光與金屬的硬度,、拋光面積與結(jié)構(gòu)形狀無關(guān),凡與拋光液接觸的部位均被拋光,,不須特殊復(fù)雜設(shè)備,,操作簡便,較適合于復(fù)雜結(jié)構(gòu)鈦義齒支架的拋光,。但化學(xué)拋光的工藝參數(shù)較難控制,,要求在不影響義齒精度的情況下能夠?qū)αx齒有良好的拋光效果。較好的鈦化學(xué)拋光液是HF和HNO3按一定比例配制,,HF是還原劑,,能溶解鈦金屬,起到整平作用,,濃度<10%,HNO3起氧化作用,,防止鈦的溶解過度和吸氫,同時(shí)可產(chǎn)生光亮作用,。鈦拋光液要求濃度高,,溫度低,,拋光時(shí)間短(1~2min.)。6.電解拋光:又稱為電化學(xué)拋光或者陽極溶解拋光,,由于鈦的電導(dǎo)率較低,,氧化性能極強(qiáng),采用有水酸性電解液如HF—H3PO4,、HF—H2SO系電解液對鈦幾乎不能拋光,,施加外電壓后,鈦陽極立刻發(fā)生氧化,,而使陽極溶解不能進(jìn)行,。但采用無水氯化物電解液在低電壓下,對鈦有良好的拋光效果,,小型試件可得到鏡面拋光,,但對于復(fù)雜修復(fù)體仍不能達(dá)到完全拋光的目的,也許采用改變陰極形狀和附加陰極的方法能解決這一難題,,還有待于進(jìn)一步研究,。 上海彎圓廠,上海拉彎廠,,上海折彎廠,,上海彎圓廠,彎管加工,。
鍛造法蘭一般比鑄造法蘭含碳低不易生銹,,鍛件流線型好,組織比較致密,,機(jī)械性能優(yōu)于鑄造法蘭,;鍛造工藝不當(dāng)也會出現(xiàn)晶粒大或不均,硬化裂紋現(xiàn)象,,鍛造成本高于鑄造法蘭,。鍛件比鑄件能承受更高的剪切力和拉伸力。鑄件的優(yōu)點(diǎn)在于可以制造出比較復(fù)雜的外形,,成本比較低;鍛件優(yōu)點(diǎn)在于內(nèi)部組織均勻,,不存在鑄件中的氣孔,,夾雜等有害缺點(diǎn);從生產(chǎn)工藝流程區(qū)別鑄造法蘭和鍛造法蘭的不同,,比如離心法蘭就屬于鑄造法蘭的一種,。離心法蘭屬于精密鑄造方法生產(chǎn)法蘭,該種鑄造較普通砂型鑄造組織要細(xì)很多,,質(zhì)量提高不少,,不易出現(xiàn)組織疏松,、氣孔、沙眼等問題,。首先我們需要了解離心法蘭是怎樣生產(chǎn)制作的,,離心澆鑄制做平焊法蘭的工藝方法及產(chǎn)品,其特征是該產(chǎn)品經(jīng)過下列工藝步驟加工而成:①將所選原材料鋼材放入中頻電爐熔煉,,使鋼水溫度達(dá)到1600-1700℃,;②將金屬模具預(yù)加熱到800-900℃保持恒溫;③起動(dòng)離心機(jī),,將步驟①中鋼水注入步驟②中預(yù)熱后金屬模具,;④鑄件自然冷卻到800-900℃保持1-10分鐘;⑤用水冷卻至接近常溫,,脫模取出鑄件,。上海彎圓加工上海拉彎,上海拉彎加工,,彎圓加工,,上海彎圓,上海彎管,,上海彎管加工,。。普陀區(qū)上海金山奉賢供鋁型材拉彎加工生產(chǎn)工藝
上海金山彎管廠哪家加工質(zhì)量好,。普陀區(qū)上海金山奉賢供鋁型材拉彎加工生產(chǎn)工藝
現(xiàn)今,,我國機(jī)床制造也已根本上成熟了,特別是在普通機(jī)床上,。精確來講機(jī)床是制造技術(shù)的載體,,機(jī)械產(chǎn)質(zhì)量量、更新速度,、應(yīng)變才能,、效率在相當(dāng)水平上取決于機(jī)床。我國如今對機(jī)床的需求將是中檔數(shù)控機(jī)床,、加工中心機(jī)床為主,。其他機(jī)床相對要少得多了。而我國的前列數(shù)控機(jī)床和自動(dòng)化消費(fèi)線的制造還不能與世界強(qiáng)手相比,。傳統(tǒng)的二維式的彎管加工已無法滿足復(fù)雜的工業(yè)需求,。三維數(shù)控彎管加工正是在這一背景下逐步開發(fā)成熟??沙绦蛟O(shè)計(jì)控制器(PLC)在彎管加工控制系統(tǒng)中的應(yīng)用給復(fù)雜請求的彎管系統(tǒng)提供技術(shù)保證,。到如今由于國內(nèi)空調(diào),汽車等行業(yè)的興起關(guān)于彎管加工的需求由量到質(zhì)的轉(zhuǎn)變,,所以同樣催生了彎管加工技術(shù)的飛躍,,數(shù)控技術(shù)終于引入到了彎管加工行業(yè),,數(shù)控的介入是彎管行業(yè)的一次技術(shù)反動(dòng),不論從彎管速度,、精度上都是具有相當(dāng)?shù)膬?yōu)勢,。在工業(yè)經(jīng)濟(jì)快速開展的上世紀(jì)90年代后以來,根底設(shè)備建立廠房,、設(shè)備,、交通設(shè)備需求急劇增加,各種金屬管的需求已遠(yuǎn)遠(yuǎn)不能滿足,,許多金屬管的外形請求也不時(shí)復(fù)雜化,,從而催生了彎管加工系統(tǒng)設(shè)計(jì)和開發(fā)。 普陀區(qū)上海金山奉賢供鋁型材拉彎加工生產(chǎn)工藝
- 上海鋁制窗簾軌道彎管加工 2025-06-14
- 海寧窗簾軌道彎管加工報(bào)價(jià) 2025-06-13
- 青浦區(qū)室外窗簾軌道彎管加工 2025-06-13
- 江蘇窗簾軌道彎管加工廠家直銷 2025-06-13
- 高淳區(qū)室外150X80不銹鋼方管拉彎加工 2025-06-13
- 南京銷售金山鋼材市場高壓油管彎頭加工 2025-06-13
- 秀洲區(qū)窗簾軌道彎管加工誠信為本 2025-06-13
- 直銷窗簾軌道彎管加工五星服務(wù) 2025-06-13
- 桐鄉(xiāng)便宜焊接沖壓鑄造彎頭加工 2025-06-13
- 工業(yè)150X80不銹鋼方管拉彎加工銷售方法 2025-06-13
- 福建公路工程設(shè)計(jì)資質(zhì)合作加盟成立分公司的規(guī)定 2025-06-14
- 黃浦區(qū)無收縮灌裝材料哪家好 2025-06-14
- 紡織粘合劑哪種好 2025-06-14
- 哪里鋼化玻璃大概費(fèi)用 2025-06-14
- 崇明區(qū)標(biāo)準(zhǔn)機(jī)電安裝建設(shè)工程施工聯(lián)系方式 2025-06-14
- 佛山養(yǎng)老 智慧住宅哪家好 2025-06-14
- 泰州化糞池規(guī)格 2025-06-14
- 花都區(qū)環(huán)保設(shè)施膜結(jié)構(gòu)哪家好 2025-06-14
- 懷柔區(qū)中國展覽 2025-06-14
- 天津化工石化醫(yī)藥工程設(shè)計(jì)資質(zhì)合作加盟成立分公司 2025-06-14