-
提供成都市四川批發(fā)膩?zhàn)痈嗯l(fā)成都市叁零叁建材供應(yīng)
-
銷售成都市成都膩?zhàn)臃圻x購報(bào)價(jià)成都市叁零叁建材供應(yīng)
-
銷售成都市四川膩?zhàn)痈嗯l(fā)價(jià)價(jià)格成都市叁零叁建材供應(yīng)
-
提供成都市山林山界面劑行情成都市叁零叁建材供應(yīng)
-
供應(yīng)成都市如何挑選找平石膏價(jià)格成都市叁零叁建材供應(yīng)
-
銷售成都市界面劑的采購廠家成都市叁零叁建材供應(yīng)
-
提供成都市如何選擇兒童膩?zhàn)痈嘈星槌啥际腥闳ú墓?yīng)
-
銷售成都市平石膏使用量報(bào)價(jià)成都市叁零叁建材供應(yīng)
-
銷售成都市找平石膏使用量多少錢成都市叁零叁建材供應(yīng)
-
銷售成都市膩?zhàn)臃鄣暮锰幹变N成都市叁零叁建材供應(yīng)
南通60x60X2方管拉彎加工生產(chǎn)工藝
使在加熱圈處的鋼管發(fā)生漸進(jìn)式的彎曲變形。從而獲得所需曲率管件,。如附圖2所示,,鋼管彎管熱彎成型設(shè)備包括由底座、側(cè)推輥輪、絲桿絲母,、減速機(jī)組成,絲桿絲母7安裝在底座上,,在絲桿絲母上安裝側(cè)推輥輪6和側(cè)推輥輪10,,減速機(jī)8連接絲桿絲母,側(cè)推輥輪上部安裝有輥輪9。一對(duì)側(cè)推輥輪安裝在絲桿絲母上,,輥輪相對(duì),。減速機(jī)8與絲桿絲母相連接傳動(dòng)動(dòng)力到側(cè)推輥輪,使側(cè)推輥輪在鋼管熱彎成型時(shí)對(duì)鋼管成型進(jìn)給,。權(quán)利要求1.一種鋼管彎管熱彎成型工藝,,先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,,伸出至中頻感應(yīng)加熱圈前,,導(dǎo)向輥裝置的兩組導(dǎo)向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進(jìn)給裝置,,并將進(jìn)給裝置上的側(cè)推輥輪調(diào)整好與管端外圓接觸,,中頻感應(yīng)加熱圈對(duì)鋼管加熱后,推送裝置再把鋼管向前推出,,其特征是水平彎管成型進(jìn)給裝置上的側(cè)推輥輪開始垂直于鋼管推出方向?qū)︿摴艹尚瓦M(jìn)給,,側(cè)推輥輪對(duì)鋼管熱彎成型的切入點(diǎn)到達(dá)預(yù)先計(jì)算好的成型后的坐標(biāo)點(diǎn)之后,側(cè)推輥輪停止對(duì)鋼管的切入進(jìn)給,,獲得所需曲率的管件,。2.根據(jù)權(quán)利要求1所述的鋼管彎管熱彎成型工藝,其特征是中頻感應(yīng)加熱圈對(duì)鋼管加熱到920士20°,,推送裝置向前以推進(jìn)速度為45士5mm/min的速度推出,。彎圓,拉彎,彎頭,、盤管,、扶手、欄桿,、推車,幕墻,。南通60x60X2方管拉彎加工生產(chǎn)工藝

現(xiàn)在加工廠在生產(chǎn)中頻彎管的時(shí)候,因?yàn)橐紤]到的一點(diǎn)就是它所在的環(huán)境,,它所在的環(huán)境究竟是否存在一定的腐蝕性,,這個(gè)誰也不敢保證,只能是說讓管道的抗腐蝕性能更強(qiáng),,才能確保管道不會(huì)被腐蝕,。但是總有一些因素影響著彎管的耐腐蝕性能,具體有哪些因素,?中頻彎管的耐蝕性取決于鋼中所含的合金元素,。當(dāng)鋼中含鉻量達(dá)到1.2%左右時(shí),鉻與腐蝕介質(zhì)中的氧作用,,在鋼表面形成一層彎管很薄的氧化膜,,可阻止鋼的基體進(jìn)一步腐蝕,。由于中頻彎管不銹鋼具有良好的耐腐蝕性,所以它能使結(jié)構(gòu)部件長期地保持工程設(shè)計(jì)的完整性,。含鉻不銹鋼沖壓彎頭易于部件的加工制造,。所有金屬都和大氣中的氧氣進(jìn)行反應(yīng),在表面形成氧化膜,??梢岳糜推峄蚰脱趸慕饘龠M(jìn)行電鍍來保證碳鋼表面。中頻彎管具有中空截面,,大量用作輸送流體的管道,,無縫鋼管是低合金鋼,常用的是20號(hào)鋼,。把一根實(shí)心的鋼管加熱再穿孔再經(jīng)過一系列的加工方法制作出的管壁無縫鋼管上沒有縫隙的空心鋼管叫無縫鋼管反之叫有縫鋼管,。看得出即使中頻彎管的耐腐蝕性能好,,可是還是有很多因素依舊影響著管道的耐腐蝕性,,一些因素也不是人為所能控制的,只能是在生產(chǎn)加工的時(shí)候一定要增強(qiáng)它的抗腐蝕性能浦東新區(qū)60x60X2方管拉彎加工報(bào)價(jià)上海彎圓廠,,上海拉彎廠,,上海折彎廠,上海彎圓廠,,彎管加工,。
根據(jù)管道加工的驗(yàn)收規(guī)范:冷彎的鋼質(zhì)管道為,中低壓為4D,、高壓為5D,。故我們的彎胎設(shè)計(jì)為R=4D(特殊情況另定),,所以就我廠生產(chǎn)的彎管機(jī)而言主要以選擇相對(duì)壁厚SX為主,,圖的上部為無芯軸區(qū),圖的中部為普通芯軸區(qū),,圖的下部為特殊芯軸區(qū),。由于特殊芯軸設(shè)計(jì)制造均很困難,操作也不太方便,,故一般我廠不予供貨,。特別情況可另行商定。產(chǎn)品基本資料(Product’sBasicinformation)序號(hào)(No.)貨號(hào)(ItemNo.)型號(hào)(Type)產(chǎn)品名稱(Product’sName)產(chǎn)品圖片(Photo)產(chǎn)品描述(Description)原材料(Materials)規(guī)格(Specification)尺寸(Size)長度(Length)寬度(Width)高度(Height)厚度(Thickness)管徑(Tube’sDiameter)口徑(Caliber)形狀(Shape)外觀顏色,。
冷拉彎管在進(jìn)行使用的過程中其壽命比較長,,管材在額定的使用溫度以及壓力下,其使用壽命可以達(dá)到50年以上,,冷拉彎管具有防紫外線,、以及使產(chǎn)品不褪色,。冷拉彎管的耐熱性好,在進(jìn)行工作的過程中其水位為70度其軟化的溫度為140度,。產(chǎn)品在使用的過程中非常的衛(wèi)生,,在進(jìn)行制作的過程中其材料完全是由碳合氫兩種無素組成。冷拉彎管在進(jìn)行加工的過程中沒有添加其任何的0重金屬穩(wěn)定劑,,質(zhì)量非常的可靠,。冷拉彎管的保溫性以及耐腐蝕性好,產(chǎn)品除了少數(shù)氫化劑外,,在使用的過程中可以耐多種化學(xué)介質(zhì)的侵蝕,,在使用時(shí)會(huì)具有優(yōu)異的耐酸、耐腐蝕以及耐堿的性能,,產(chǎn)品在使用的過程中不會(huì)滋生細(xì)菌,。冷拉彎管由于材料導(dǎo)熱系數(shù)低,20攝氏度的導(dǎo)熱系數(shù)為(43-52W/mk)、紫鋼管(333W/mk)小得多,故PP-R管保溫性好,。冷拉彎管的重量輕且高抗沖,,在使用時(shí)由于其獨(dú)特的抗沖強(qiáng)度性能比其他實(shí)壁管有著非常明顯的改善,其產(chǎn)品的環(huán)剛度相當(dāng)于實(shí)壁的,,冷拉彎管密度為,。上海,加工,,彎管產(chǎn)品分布于造船,、汽車、摩托車,、鍋爐,、石油化工。

附圖1為本發(fā)明示意圖,。附圖2為本發(fā)明側(cè)推輥輪結(jié)構(gòu)示意圖,。具體實(shí)施例方式下面結(jié)合附圖和實(shí)施例對(duì)本發(fā)明作進(jìn)一步說明。圖中水平彎管成型進(jìn)給裝置1,,鋼管2,,推送裝置3,導(dǎo)向輥裝置4,,中頻感應(yīng)加熱圈5,,側(cè)推輥輪6,絲桿絲母7,,減速機(jī)8,,輥輪9,側(cè)推輥輪10,。如附圖1,、附圖2所示,,鋼管彎管熱彎成型工藝采用的設(shè)備是包括由推送裝置3、導(dǎo)向輥裝置4,、中頻感應(yīng)加熱圈5,、水平彎管成型進(jìn)給裝置1組成,開始時(shí)先將需彎曲的鋼管2吊放到工位上,,再由推送裝置3把鋼管推出,,伸出至中頻感應(yīng)加熱圈5前,導(dǎo)向輥裝置4的兩組導(dǎo)向輥夾緊鋼管2,,在垂直于鋼管2推出方向安裝有水平彎管成型進(jìn)給裝置1,,并將進(jìn)給裝置上的側(cè)推輥輪6調(diào)整好與管端外圓接觸。中頻感應(yīng)加熱圈5對(duì)鋼管2加熱到920士20°C后,,推送裝置3再把鋼管2向前以推進(jìn)速度為45士5mm/min的速度推出,,同時(shí)水平彎管成型進(jìn)給裝置1上的側(cè)推輥輪6開始以50士5mm/min速度垂直于鋼管推出方向?qū)︿摴艹尚瓦M(jìn)給。當(dāng)側(cè)推輥輪6對(duì)鋼管2熱彎成型的切入點(diǎn)到達(dá)跟據(jù)訂單要求的管件數(shù)據(jù)預(yù)先計(jì)算好的成型后的坐標(biāo)點(diǎn)之后,,側(cè)推輥輪6停止對(duì)鋼管的切入進(jìn)給,。鋼管2本身與導(dǎo)向輥裝置4的兩組導(dǎo)向輥裝置以及側(cè)推輥輪6形成三點(diǎn)受力彎曲,當(dāng)在推送裝置3的推力作用下,。上海金山彎管廠加工異型彎管歡迎來電,。南通60x60X2方管拉彎加工生產(chǎn)工藝
武漢鋼材市場(chǎng)彎管廠加工價(jià)格便宜質(zhì)量保證。南通60x60X2方管拉彎加工生產(chǎn)工藝
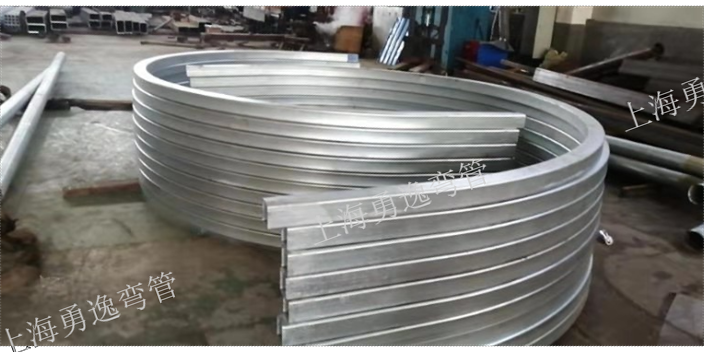
彎管加工的方法很多,。按彎曲成形方式可以分為滾彎,、壓彎、推彎和繞彎;按彎曲時(shí)是否使用模具可以分為有模彎和無模彎;按彎曲時(shí)有無芯棒可以分為有芯彎和無芯彎;按彎曲時(shí)是否加熱可以分為冷彎和熱彎,。近年來還出現(xiàn)了零半徑彎曲,、中頻感應(yīng)彎曲、熱應(yīng)力彎曲和激光成形彎曲等新的彎管工藝,。芯棒式熱推彎管是在推制機(jī)上,,在軸向推力下通過牛角芯棒,邊加熱邊推制,,使管坯產(chǎn)生周向擴(kuò)張和軸向彎曲變形,,從而將較小直徑的管坯推制成較大直徑的彎頭,。滾彎是用三個(gè)輥輪對(duì)管材進(jìn)行彎曲加工的方法,。不過,滾彎對(duì)彎曲半徑有一定的要求,,*適用于曲率半徑較大的厚壁管件,,對(duì)于小半徑彎曲顯得無能為力。滾彎方法及工作原理與板材滾彎基本相同,,只是管材滾彎所用的輥輪具有與管坯橫截面形狀相吻合的工作表面,。彎曲時(shí)只需改變主,、從輥輪間的間隔,就可以實(shí)現(xiàn)各種曲率半徑的彎曲,。其中輥輪為主動(dòng)輪,,其余兩個(gè)為從動(dòng)輪。這種方法尤其適合彎制環(huán)形或螺旋線形管件,。南通60x60X2方管拉彎加工生產(chǎn)工藝
- 江蘇不銹鋼卷板旋轉(zhuǎn)樓梯加工廠家五星服務(wù) 2025-06-14
- 奉賢區(qū)室外150X80不銹鋼方管拉彎加工 2025-06-14
- 河北金屬金山鋼材市場(chǎng)高壓油管彎頭加工 2025-06-14
- 上海鋁制窗簾軌道彎管加工 2025-06-14
- 海寧窗簾軌道彎管加工報(bào)價(jià) 2025-06-13
- 青浦區(qū)室外窗簾軌道彎管加工 2025-06-13
- 江蘇窗簾軌道彎管加工廠家直銷 2025-06-13
- 高淳區(qū)室外150X80不銹鋼方管拉彎加工 2025-06-13
- 南京銷售金山鋼材市場(chǎng)高壓油管彎頭加工 2025-06-13
- 秀洲區(qū)窗簾軌道彎管加工誠信為本 2025-06-13
- 梅州什么是硅晶板源頭廠家 2025-06-14
- 福建寶鋼R780跟管公司 2025-06-14
- 上海木板面瓷磚膠 2025-06-14
- 淮安什么是市政工程 2025-06-14
- 河南石材 2025-06-14
- 木紋彩石金屬瓦廠家直銷 2025-06-14
- 常見玻璃幕墻哪家好 2025-06-14
- 福建公路工程設(shè)計(jì)資質(zhì)合作加盟成立分公司的規(guī)定 2025-06-14
- 江蘇室外鋼制墻板生產(chǎn)廠家 2025-06-14
- 上海聚乙烯HDPE超靜音排水管高密度聚乙烯HDPE靜音排水管產(chǎn)品介紹 2025-06-14