常州便宜203x10無縫管彎圓
比較好用X線探傷后,,表面磨除暴露氣孔,,用激光補焊。表面氣孔缺點可直接用激光局部焊接修補,。三,、研磨與拋光1.機械研磨:鈦的化學反應性高,,導熱系數低,粘性大,,機械研磨研削比低,,且易于磨料磨具發(fā)生反應,,普通磨料不宜用于鈦的研磨與拋光,比較好采用導熱性好的超硬磨料,,如金剛石,、立方氮化硼等,拋光線速度一般為900~1800m/min.為宜,,否則,,鈦表面易發(fā)生研削燒傷和微裂紋。2.超聲波研磨:通過超聲振動作用,,使磨頭和被研磨面間的磨粒與被研磨面產生相對運動而達到研磨,、拋光的目的。其優(yōu)點在于常規(guī)旋轉工具研磨不到的溝,、窩和狹窄部位變得容易了,,但較大的鑄件研磨效果還不能令人滿意。3.電解機械復合研磨:采用導電磨具,,在磨具與研磨面之間施加電解液和電壓,,通過機械和電化學拋光的共同作用下,降低表面粗糙度提高表面光澤度,。電解液為,,電壓為5v,轉速為3000rpm/min.,,此方法只能研磨平面,,對復雜的義齒支架的研磨還處于研究階段。4.桶研磨:利用研磨桶的公轉與自轉所產生的離心力,,使桶內的義齒與磨料相對摩擦運動而起到降低表面粗糙度的研磨目的,。研磨自動化、效率高,,但只能降低表面粗糙度而不能提高表面光澤度,,研磨的精度較差。加工彎曲各種規(guī)格圓管,、方管,、扁管、橢圓管.常州便宜203x10無縫管彎圓

更重要的是通過這些表面處理和改性過程,,改善鑄件的表面性狀和適合性,,提高義齒的耐磨、耐蝕和抗應力疲勞等理化特性,。一,、表面反應層的去除表面反應層是影響鈦鑄件理化性能的主要因素,在鈦鑄件研磨拋光前,,必須達到完全去除表面污染層,,才能達到滿意的拋光效果。通過噴砂后酸洗的方法可完全去除鈦的表面反應層,。1.噴砂:鈦鑄件的噴砂處理一般選用白剛玉粗噴較好,,噴砂的壓力要比非貴金屬者較小,一般控制在,。因為,,噴射壓力過大時,砂粒沖擊鈦表面產生激烈火花,溫度升高可與鈦表面發(fā)生反應,形成二次污染,,影響表面質量,。時間為15~30秒,*去除鑄件表面的粘砂,、表面燒結層和部分和氧化層即可,。其余的表面反應層結構宜采用化學酸洗的方法快速去除。2.酸洗:酸洗能夠快速完全去除表面反應層,,而表面不會產生其他元素的污染,。HF—HCl系和HF—HNO3系酸洗液都可用于鈦的酸洗,但HF—HCl系酸洗液吸氫量較大,,而HF—HNO3系酸洗液吸氫量小,,可控制HNO3的濃度減少吸氫,并可對表面進行光亮處理,,一般HF的濃度在3%~5%左右,,HNO3的濃度在15%~30%左右為宜。二,、鑄造缺點的處理內部氣孔和縮孔內部缺點:可等熱靜壓技術(hotisostaticpressing)去除,但對義齒的精度會產生影響,。工業(yè)203x10無縫管彎圓供應按彎曲時有無芯棒可以分為有芯彎和無芯彎;按彎曲時是否加熱可以分為冷彎和熱彎.

使在加熱圈處的鋼管發(fā)生漸進式的彎曲變形。從而獲得所需曲率管件,。如附圖2所示,,鋼管彎管熱彎成型設備包括由底座、側推輥輪,、絲桿絲母,、減速機組成,絲桿絲母7安裝在底座上,,在絲桿絲母上安裝側推輥輪6和側推輥輪10,,減速機8連接絲桿絲母,側推輥輪上部安裝有輥輪9,。一對側推輥輪安裝在絲桿絲母上,,輥輪相對。減速機8與絲桿絲母相連接傳動動力到側推輥輪,,使側推輥輪在鋼管熱彎成型時對鋼管成型進給,。權利要求1.一種鋼管彎管熱彎成型工藝,,先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,,伸出至中頻感應加熱圈前,,導向輥裝置的兩組導向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進給裝置,,并將進給裝置上的側推輥輪調整好與管端外圓接觸,,中頻感應加熱圈對鋼管加熱后,推送裝置再把鋼管向前推出,,其特征是水平彎管成型進給裝置上的側推輥輪開始垂直于鋼管推出方向對鋼管成型進給,,側推輥輪對鋼管熱彎成型的切入點到達預先計算好的成型后的坐標點之后,側推輥輪停止對鋼管的切入進給,,獲得所需曲率的管件,。2.根據權利要求1所述的鋼管彎管熱彎成型工藝,其特征是中頻感應加熱圈對鋼管加熱到920士20°,,推送裝置向前以推進速度為45士5mm/min的速度推出,。
是冷凝水溢出所致,疏通冷凝水管的辦法,通常是準備一根4-5米長的塑料管,一頭**冷凝水排放管,一頭接在衛(wèi)生間水龍頭上(可以制作一個小接頭,靠螺紋擰在水龍頭上),利用水的壓力,將管道疏通,或用二氧化碳氣瓶吹掃.綜上所述,風機盤管冷凝水管堵塞的現象是經常的,這主要是客房風機盤管內有水存在,再加上溫度適宜,易有藻類繁殖增長,產生膠狀滑溜的極濃的殘質,將冷凝水管堵住.國外常在客房風機盤管的集水盤里放置滅藻***,以減少其危害.自動合閘:將消防排煙風機控制柜的柜面上的***按鈕SA的手柄打"自動"狀態(tài),SA(1-2)接通,當消防控制中心主機接收到火警信號,發(fā)出啟動消防排煙風機信號,中間繼電器KA2動作,KA2閉合,同時KM、KA3啟動,消防排煙風機啟動,HL5指示燈亮,交流接觸器KM啟動,。上海彎圓廠,,上海拉彎廠,上海折彎廠,,上海彎圓廠,,彎管加工。
1,、不銹鋼沖壓彎頭合用于石油,、自然氣、化工,、水電,、修建和汽鍋等行業(yè)的管路系。不需管坯作原料,,可節(jié)省制管設備及模具費用,,且可獲得恣意大直徑而壁厚相對較薄的碳鋼彎頭。2,、因為上述二條緣由,,可以縮短制造周期,出產本錢很好降低,。因不需求任何**設備,,尤其合適于現場加工大型碳鋼彎管加工。坯料為平板或可展曲面,,因此下料簡略,,精度輕易包管,,組裝焊接便利。3,、為避免由于加熱而發(fā)生睛間腐蝕,,焊接電流不宜太大,比碳鋼焊條較少20%左右,,電弧不宜過長,,層間快冷,,以窄焊道為宜,。4、不銹鋼沖壓彎頭焊后硬化性較大,,隨便發(fā)生裂紋,。若采用同類型的不銹鋼沖壓彎頭焊接,必需進行300℃以上的預熱和焊后700℃左右的緩冷處置,。若焊件不克不及進行焊后熱處置,,則應選用不銹鋼沖壓彎頭焊條。不銹鋼沖壓彎頭焊接時,,遭到反復加熱析出碳化物,,降低耐腐蝕性和力學機能。5,、不銹鋼沖壓彎頭,,若焊件不克不及進行熱處置,則應選用鉻鎳不銹鋼焊條,。不銹鋼沖壓彎頭焊條具有優(yōu)越耐腐蝕性和抗氧化性,,普遍使用于化工、化肥,、石油,、醫(yī)療機械制造。6,、不銹鋼沖壓彎頭藥皮有鈦鈣型和低氫型,。鈦鈣型可用于交直流,但交流焊時熔深較淺,,還隨便發(fā)紅,,故盡能夠采用直流電源。戶外裝飾彎管 摩托車排氣管.泰州203x10無縫管彎圓
上海彎管拉彎 旋轉樓梯 停車架 熱彎產品 不銹鋼加工.常州便宜203x10無縫管彎圓
煨制彎管具有較好的伸縮性,、耐壓高,、阻力小等優(yōu)點。因此,,在施工中常被采用,。彎管的主要形式有:各種角度的彎頭,、U形管、來回彎和弧形彎管等,。來回彎是帶有兩個彎曲角的管件,。來回彎管子彎曲端中心線間的距離叫做來回彎的高度,用字母h表示,。室內采暖立支管與干管及散熱器連接,,管道與不在同一平面上的接點連接時,一般需采用來回彎,。U形管是成正半圓形的管件,。管子的兩端中心線問的距離d等于兩倍彎曲半徑R。U形管可代替兩個90°彎頭,,經常用來連接上下配置的兩個圓翼形散熱器,。弧形彎管是帶有三個彎曲角的管件,。中間角一般成90°,,側角成135°?;⌒螐澒苡糜诶@過其它管子,,在有冷熱水供應的衛(wèi)生設備配管時,經常采用弧形彎管,。彎管尺寸由管徑,、彎曲角度和彎曲半徑三者確定。彎曲角度根據圖紙和施工現場實際情況確定,,然后制出樣板,,照樣板煨制并按樣板檢查煨制管件彎曲角度是否符合要求。樣板可用圓鋼煨制,,圓鋼的直徑根據所煨管徑的大小選用,,10-14mm即可。彎管的彎曲半徑應按管徑大小,、設計要求及有關規(guī)定而定,。既不能過大,也不能選得太小,。因此,,一般規(guī)定:熱煨彎管的彎曲半徑應不小于管子外徑的3.5倍;冷煨彎管的彎曲半徑應不小于管子外徑的4倍,。常州便宜203x10無縫管彎圓
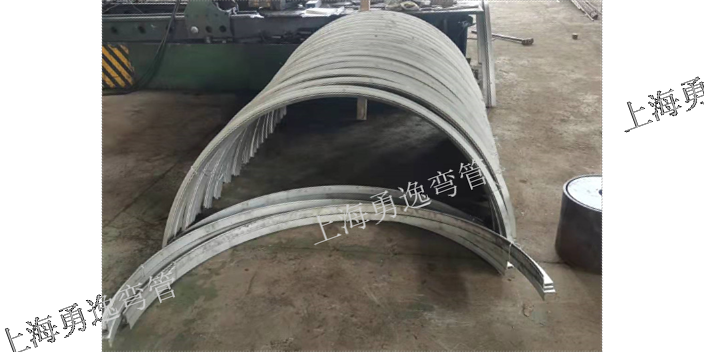
上海勇逸彎管有限公司辦公設施齊全,,辦公環(huán)境優(yōu)越,為員工打造良好的辦公環(huán)境。致力于創(chuàng)造***的產品與服務,,以誠信,、敬業(yè)、進取為宗旨,,以建勇逸彎管產品為目標,,努力打造成為同行業(yè)中具有影響力的企業(yè)。公司不僅*提供專業(yè)的上海勇逸彎管有限公司專業(yè)加工各種型材拉彎 ,,彎管加工,,彎曲,彎圓,,彎弧加工,,剪板折邊加工,來料彎管加工及車床加工,,加工型材截面Φ4mm-Φ1000mm,,,,擁有液壓拉彎機,、頂彎機、液壓彎管機,、帶芯棒式數控彎管機,、管端成型機、三輥卷彎機,、4輥型材卷彎機,,中頻熱彎機,中頻熱彎設備,,大型20MM卷板機,,金屬管材圓鋸機,帶鋸,,具備業(yè)內加工面齊整的多種彎圓設備,,彎管產品分布于化工(鋼板卷圓,加強筋彎圓,,管道彎圓),、建筑(土建鋼模彎弧,外裝鋼構彎弧,,內裝裝潢彎弧和消防管道),、汽車車、鍋爐加熱器,,冷卻管,、金屬彎弧結構、玻璃幕墻裝飾等行業(yè)。參與全國重點工程,,鋼結構,鋁合金彎弧拉彎加工,,彎頭、加熱器盤管,、過道扶手,、欄桿、推車把手,、門窗,、流水線導軌,陽光房及停車棚彎弧造型加工,、螺旋樓梯方管,,圓管,扁鋼螺旋彎弧加工,、戶外自行車停車架,,泵車管道熱彎等工程機械設備管路配件,專業(yè)機械公司零部件供應,。,,同時還建立了完善的售后服務體系,為客戶提供良好的產品和服務,。上海勇逸彎管有限公司始終以質量為發(fā)展,,把顧客的滿意作為公司發(fā)展的動力,致力于為顧客帶來***的上海拉彎加工,,彎管加工,,熱彎加工,彎管加工,。
- 江蘇窗簾軌道彎管加工廠家直銷 2025-06-13
- 南京銷售金山鋼材市場高壓油管彎頭加工 2025-06-13
- 桐鄉(xiāng)便宜焊接沖壓鑄造彎頭加工 2025-06-13
- 海鹽便宜窗簾軌道彎管加工 2025-06-12
- 上海窗簾軌道彎管加工廠家電話地址 2025-06-12
- 青浦區(qū)高質量不銹鋼卷板旋轉樓梯加工廠家 2025-06-12
- 銷售窗簾軌道彎管加工廠家直銷 2025-06-12
- 安徽直銷不銹鋼彎管加工作業(yè)指導 2025-06-12
- 松江區(qū)窗簾軌道彎管加工圖片 2025-06-12
- 上海不銹鋼卷板旋轉樓梯加工廠家報價 2025-06-12
- 陜西亞東水泥 2025-06-13
- 河南大眾燃氣管道 2025-06-13
- 靜安區(qū)技術地下室漏水維修 2025-06-13
- 三亞耐高壓消防水帶現貨 2025-06-13
- 中小型機房建設分包 2025-06-13
- 電纜線槽廠家電話 2025-06-13
- 肇慶德藝匠瓷磚膠加盟 2025-06-13
- 揚州常見第三方項目品質管理及咨詢 2025-06-13
- 高郵品牌市政工程24小時服務 2025-06-13
- 外墻保溫膏料多少錢 2025-06-13