松江區(qū)線材FPC檢測(cè)哪個(gè)好
5G 技術(shù)的高速率,、低延遲和大連接特性,,為 FPC 檢測(cè)帶來了新的機(jī)遇和變革。在遠(yuǎn)程檢測(cè)方面,,5G 技術(shù)能夠?qū)崿F(xiàn)檢測(cè)數(shù)據(jù)的快速傳輸,,檢測(cè)可以遠(yuǎn)程實(shí)時(shí)指導(dǎo)檢測(cè)工作,對(duì)檢測(cè)結(jié)果進(jìn)行分析和判斷,。在自動(dòng)化檢測(cè)生產(chǎn)線中,,5G 技術(shù)支持設(shè)備之間的實(shí)時(shí)通信和協(xié)同工作,提高生產(chǎn)線的運(yùn)行效率和穩(wěn)定性,。此外,,5G 技術(shù)與邊緣計(jì)算的結(jié)合,能夠在檢測(cè)現(xiàn)場(chǎng)對(duì)大量數(shù)據(jù)進(jìn)行實(shí)時(shí)處理,,減少數(shù)據(jù)傳輸壓力,,提高檢測(cè)的響應(yīng)速度,推動(dòng) FPC 檢測(cè)向智能化,、遠(yuǎn)程化方向發(fā)展,。檢測(cè) FPC 背膠粘性,是否滿足使用要求,。松江區(qū)線材FPC檢測(cè)哪個(gè)好
FPC 金相切片檢測(cè)是一種常用的微觀檢測(cè)方法,,能夠?qū)?FPC 的內(nèi)部結(jié)構(gòu)和焊點(diǎn)質(zhì)量進(jìn)行深入分析。該檢測(cè)流程主要包括取樣,、鑲嵌,、研磨、拋光,、顯微觀察及分析等步驟,。
在取樣環(huán)節(jié),由于 FPC 輕薄可彎折的特性,,可以直接使用剪刀精確取樣,。取樣時(shí),剪開位置一般平行于被測(cè)位置,,且離被測(cè)位置 3 - 5mm 以上,,以避免剪取的應(yīng)力影響被測(cè)位置,。若樣品表面有補(bǔ)強(qiáng)片或元器件,應(yīng)避開這些部位,,防止樣品因應(yīng)力損傷,。
鑲嵌過程中,對(duì)于錫球焊點(diǎn)的檢測(cè),,需要保證良好的邊緣保護(hù)性,,通常選擇樹脂收縮率低的鑲嵌材料。冷鑲嵌時(shí),,將固化劑與樹脂按照 1:2 的配比仔細(xì)混合,,攪拌時(shí)應(yīng)緩慢,避免形成過量氣泡,?;旌虾玫呐淞响o置數(shù)分鐘后,先在模具底部鋪上一層樹脂鑲嵌料,,再將樣品置于模具中心,,用攪拌棒將樣品壓至模具底部,使其充分接觸樹脂鑲嵌料,,然后繼續(xù)倒入樹脂鑲嵌料將整個(gè)試樣覆蓋,。之后,將模具放入壓力型冷鑲嵌機(jī),,加壓至 2bar 左右,,保壓一段時(shí)間,待樣品凝固,。 珠海金屬材料FPC檢測(cè)機(jī)構(gòu)記錄 FPC 檢測(cè)時(shí)間,,保證數(shù)據(jù)完整性。

金相切片檢測(cè)為 FPC 內(nèi)部結(jié)構(gòu)的分析提供了直觀且有效的手段,。在取樣階段,,必須充分考慮 FPC 的特性,采用合適的工具,,確保樣品的完整性和代表性,。鑲嵌過程中,選擇合適的鑲嵌材料和工藝,,對(duì)于獲得高質(zhì)量的切片至關(guān)重要,。樹脂收縮率的控制,關(guān)系到樣品在鑲嵌過程中是否會(huì)產(chǎn)生應(yīng)力變形,,影響后續(xù)檢測(cè)結(jié)果。研磨和拋光環(huán)節(jié),,要求檢測(cè)人員具備豐富的經(jīng)驗(yàn)和精湛的技術(shù),,確保切片表面平整光滑,,無明顯劃痕。在顯微鏡下觀察時(shí),,通過不同的觀察模式,,能夠清晰區(qū)分孔隙、氣泡,、暗孔等缺陷,。借助專業(yè)圖像分析軟件,對(duì)切片中的關(guān)鍵信息進(jìn)行測(cè)量和分析,,為 FPC 的質(zhì)量評(píng)估提供量化的數(shù)據(jù)支持,,深入了解 FPC 內(nèi)部的結(jié)構(gòu)和質(zhì)量狀況。
AOI 自動(dòng)光學(xué)檢測(cè)是 FPC 后端制程中常用的全檢方法,,它通過光學(xué)鏡頭對(duì) FPC 表面進(jìn)行掃描,,將采集到的圖像與預(yù)設(shè)的標(biāo)準(zhǔn)圖像進(jìn)行對(duì)比,從而識(shí)別出產(chǎn)品表面的缺陷,。然而,,由于 FPC 表面不平整,AOI 檢測(cè)往往伴隨著較高的誤判率,。FPC 在生產(chǎn)過程中,,經(jīng)過多次彎折、壓合等工藝,,表面可能會(huì)出現(xiàn)微小的起伏和變形,,這些不平整的區(qū)域會(huì)導(dǎo)致光線反射不均勻,從而使 AOI 系統(tǒng)誤將其識(shí)別為缺陷,。當(dāng)生產(chǎn)超精細(xì) FPC 板時(shí),,線寬線距和孔徑的減小也給 AOI 檢測(cè)帶來了挑戰(zhàn)。
在這種情況下,,微小的瑕疵和偏差更容易被忽略,,而一些正常的工藝特征,如微小的線路拐角,、過孔等,,也可能被誤判為缺陷。此外,,金手指偏移也是制程中常見的問題,,AOI 系統(tǒng)在檢測(cè)過程中,可能難以準(zhǔn)確判斷金手指的位置和偏移程度,,導(dǎo)致檢測(cè)結(jié)果不準(zhǔn)確,。若前期缺陷未能充分檢出,不僅會(huì)造成原料成本的損失,,還可能影響后續(xù)的組裝和產(chǎn)品性能,,因此,,如何提高 AOI 檢測(cè)的準(zhǔn)確性和可靠性,是當(dāng)前 FPC 檢測(cè)領(lǐng)域亟待解決的問題,。 優(yōu)化 FPC 檢測(cè)設(shè)備布局,,提高操作效率。

隨著 3C 電子產(chǎn)品向輕薄化,、高集成化發(fā)展,,傳感器技術(shù)在 FPC 裁切機(jī)和 AOI 檢測(cè)設(shè)備中的應(yīng)用,為 FPC 檢測(cè)帶來了新的突破,,明顯提升了生產(chǎn)效率和產(chǎn)品質(zhì)量,。
在 FPC 裁切機(jī)方面,明治針對(duì) 3C 行業(yè)設(shè)備提出智能升級(jí)解決方案,。選用尺寸小巧的壓力傳感器 TF,、TB 系列集成于沖切模具底部,實(shí)時(shí)采集沖切壓力波形,,其重復(fù)精度可達(dá) 0.05% F.S,,可實(shí)現(xiàn)精細(xì)測(cè)量。通過對(duì)沖切壓力的實(shí)時(shí)監(jiān)測(cè)和控制,,能夠有效避免因壓力過大或過小導(dǎo)致的裁切不良,,提高裁切精度和產(chǎn)品良率。同時(shí),,選用明治經(jīng)典槽型傳感器產(chǎn)品系列,,芯片化設(shè)計(jì)使其重復(fù)精度提升至 0.01mm,通過深度學(xué)習(xí)算法實(shí)現(xiàn)更高精度的目標(biāo)識(shí)別與缺陷檢測(cè),,該算法可以學(xué)習(xí)不同形狀下的模型,,從而達(dá)到精細(xì)識(shí)別的目的,軟件模塊算法還可以實(shí)現(xiàn)多區(qū)域檢測(cè),,進(jìn)一步提高了檢測(cè)的準(zhǔn)確性和全面性,。 檢查 FPC 檢測(cè)報(bào)告,確認(rèn)信息無誤,。靜安區(qū)線材FPC檢測(cè)
對(duì) FPC 包裝前,,抽檢防護(hù)措施是否到位。松江區(qū)線材FPC檢測(cè)哪個(gè)好
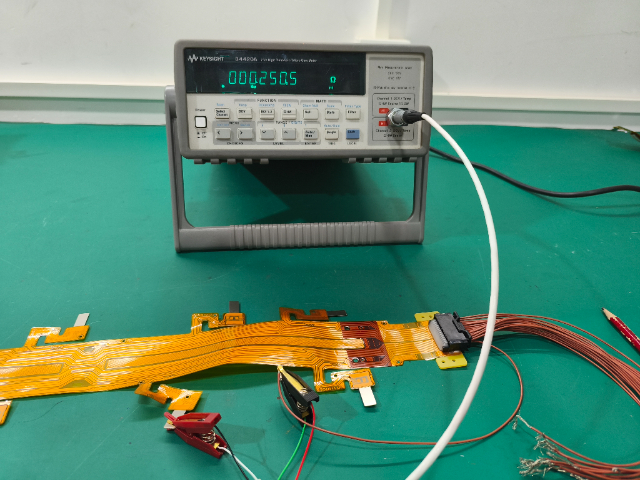
污染度檢測(cè)通過分析 FPC 表面的污染物成分和含量,,評(píng)估其對(duì)產(chǎn)品性能的影響,。燃燒性能檢測(cè)旨在測(cè)試 FPC 在特定條件下的燃燒特性,確保其在使用過程中的安全性,。錫含量檢測(cè)用于確定 FPC 焊點(diǎn)中錫的含量,,保證焊點(diǎn)的質(zhì)量和可靠性。導(dǎo)電粒子檢測(cè)通過檢測(cè) FPC 中導(dǎo)電粒子的分布和數(shù)量,評(píng)估其導(dǎo)電性能,。線路檢測(cè)則對(duì) FPC 的電路連通性和電阻值等參數(shù)進(jìn)行測(cè)試,,確保電路正常工作。表面 eds 檢測(cè)用于分析 FPC 表面的元素組成和含量,,為質(zhì)量分析提供依據(jù)。異物檢測(cè)通過光學(xué)或其他檢測(cè)手段,,識(shí)別 FPC 表面的異物,,避免對(duì)產(chǎn)品性能造成影響。掃描成像檢測(cè)利用掃描設(shè)備對(duì) FPC 進(jìn)行成像,,以便更直觀地檢測(cè)產(chǎn)品的缺陷和特征,。在實(shí)際檢測(cè)過程中,檢測(cè)機(jī)構(gòu)和生產(chǎn)企業(yè)需嚴(yán)格按照這些標(biāo)準(zhǔn)和規(guī)范進(jìn)行操作,,確保 FPC 產(chǎn)品質(zhì)量符合要求,。松江區(qū)線材FPC檢測(cè)哪個(gè)好
- 崇明區(qū)金屬材料FPC檢測(cè)機(jī)構(gòu) 2025-05-09
- 東莞線路板FPC檢測(cè)公司 2025-05-09
- 惠州金屬材料FPC檢測(cè)服務(wù) 2025-05-09
- 深圳銅箔FPC檢測(cè) 2025-05-08
- 常州線材FPC檢測(cè)哪個(gè)好 2025-05-08
- 青浦區(qū)金屬材料FPC檢測(cè)技術(shù)服務(wù) 2025-05-08
- 靜安區(qū)銅箔FPC檢測(cè) 2025-05-08
- 浦東新區(qū)線路板FPC檢測(cè)技術(shù)服務(wù) 2025-05-08
- 徐匯區(qū)線路板FPC檢測(cè)機(jī)構(gòu) 2025-05-08
- 浦東新區(qū)線路板FPC檢測(cè)哪個(gè)好 2025-05-08
- 唐山哪個(gè)公司交通數(shù)據(jù)分析值得推薦 2025-05-09
- 安徽免維護(hù)100%識(shí)別無感考勤服務(wù) 2025-05-09
- 石家莊哪家公司公司轉(zhuǎn)讓很好 2025-05-09
- 常州定制消防設(shè)備市場(chǎng)價(jià)格 2025-05-09
- 可以開實(shí)習(xí)證明的求職靠譜的平臺(tái) 2025-05-09
- 大型活動(dòng)策劃哪家好 2025-05-09
- 常州營(yíng)銷港口集裝箱搬運(yùn)好處 2025-05-09
- 如東創(chuàng)新企業(yè)管理供應(yīng)商 2025-05-09
- 江西信息無感考勤現(xiàn)貨供應(yīng) 2025-05-09
- 鹽城運(yùn)營(yíng)網(wǎng)站優(yōu)化誠(chéng)信推薦 2025-05-09