金華斜軌式46型雙主軸數(shù)控車床定制
雙頭數(shù)控車床在工業(yè)行業(yè)得到普遍全面推廣的根本因素是,,與普通加工中心相比,,它具有更高精度和更高性能優(yōu)勢。工作穩(wěn)定可靠,。它可以提高批量生產加工零件的效率,,下降工作成本,從而提升生產利潤,。適用領域,,雙主軸機床適用于各種機械加工行業(yè),特別是對加工效率要求高的領域,,如汽車制造業(yè),、航空航天制造等,。由于雙主軸機床可以快速完成復雜的工藝流程,也常用于模具加工,、零部件加工等行業(yè),。雙主軸機床作為一種高效、低成本,、多功能的加工設備,,具有重要的應用前景和空間。隨著工業(yè)技術和市場需求的發(fā)展,,雙主軸機床必將成為機床制造行業(yè)的重要發(fā)展方向,。其刀具系統(tǒng)可實現(xiàn)快速換刀,減少非生產時間,,提升整體加工效率,。金華斜軌式46型雙主軸數(shù)控車床定制
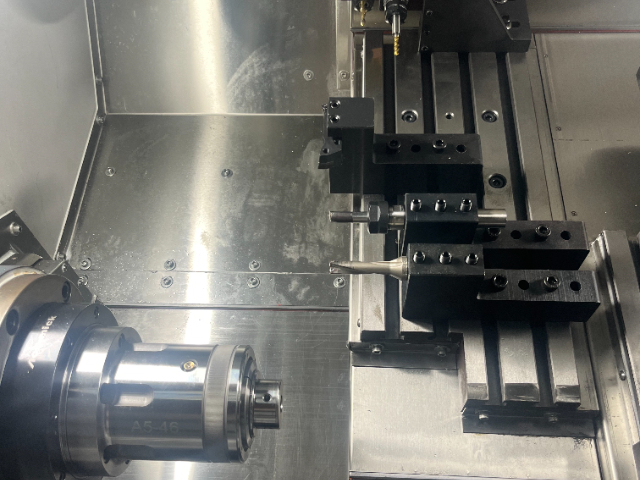
雙主軸數(shù)控車床的主要結構特點:1.1 雙主軸移動式排刀車床,由正副兩組主軸組成,,正主軸可實現(xiàn)X1,、Z1的快移或進給運動,副主軸可實現(xiàn)X2,、Z2軸的快移或進給運動,,排刀架固定在機床中間位置,由正副主軸分別帶動兩個工件旋轉,、移動,,配合刀架上對應的刀具來實現(xiàn)工件的加工;1.2 正,、副主軸可進行自動接料,、兩頭加工,省去人工掉頭時間,;1.3 正副主軸都采用同步電主軸,,配置中國臺灣高精密滾珠絲桿,德國力士樂導軌,,可以確保長期作業(yè)的加工精度,。肇慶復合46型雙主軸數(shù)控車床生產廠家該型號車床適用于項目多變的生產環(huán)境,具備高靈活性且反應迅速,。

雙主軸數(shù)控車床各功能部件布局緊湊合理,,外觀造型迷人,功能齊全,,排屑便利,,三防效果好,雙主軸數(shù)控車床操縱臺采用旋轉式結構,,操作簡中,、安全,。雙主軸數(shù)控車床在設計制作中攻克了以下幾個關鍵技能。經出產現(xiàn)場測驗及實際運行考驗證明,,雙主軸數(shù)控車床性能可靠安穩(wěn),,*滿意用戶要求,得到用戶好評,。雙主軸數(shù)控車床減少了零件周轉環(huán)節(jié),,加工一個成品零件的效率是單軸數(shù)控車床的約1.5倍,而雙主軸數(shù)控車床的占地面積還不到兩臺單軸數(shù)控車床的二分之一,,經濟效益明顯,。雙主軸數(shù)控車床的成功開發(fā)不僅為國內重點行業(yè)供給了新式加工設備也提升了產品的市場競爭力。
雙主軸數(shù)控車床特點:1.雙主軸數(shù)控車床性能較好,,主軸轉數(shù)6000rpm;x/z快速移動20m/mim和24m/min,,具有很高的加工效率和加工精度并兼有良好的性價比。2.雙主軸數(shù)控車床采用模塊化設計,,集中潤滑系統(tǒng)具有很高的可維護性和滿足不同用戶定制需羌3.可提供多種不同的配置,,如中空/中實液壓夾緊,伺服/變頻主電機等,。并可選配C軸,,實現(xiàn)車銑復合。4.雙主軸數(shù)控車床采用高精度直線導軌和滾珠絲杠,,移動速度快,,加工精度高。5.雙主軸數(shù)控車床采用全封閉防護;美觀大方,。其雙主軸設計可以同時進行不同工序的加工,減少工件的傳輸時間,,優(yōu)化生產流程,。

雙主軸加工中心是歐洲機床企業(yè)應汽車制造業(yè)的要求開發(fā)的新產品,可以同時加工二個工件,,成倍提高了加工效率,。歐洲主要機床企業(yè)都開發(fā)了此類產品,形式各異,,基本上都在3軸控制以上,,較多的達到6軸控制,五軸聯(lián)動,。雙軸車銑加工中心可以同時在5個面上對預成形工件進行綜合加工,。對此,加工中心上的3個線性軸同時處于工件上,,加工中心還設有一個可旋轉90°的回轉臺,,回轉臺上以266mm的間距分別設有2個傳動軸,。傳動軸的較大轉速可以達到5000r/min,扭矩為80Nm,,夾緊力為800Nm,。所加工的工件的較大直徑為150mm。位于工件一側的主軸在車削加工時進行旋轉,,而在銑削和鉆孔加工時,,則與回旋軸一起負責定位。兩個銑軸帶有HSK-A63型支座,,主軸通過法蘭盤與AC電機直接連接,,由此,力矩較大可以達到140Nm,,轉速可以達到10500,、12000或15000r/min。當轉速達到20000r/min以上時,,主軸也可以被用作驅動軸,。46型雙主軸數(shù)控車床廣泛應用于汽車零部件制造、電器配件加工等行業(yè),,受到市場青睞,。紹興46型雙主軸數(shù)控車床廠家供應
車床經過嚴格的質量檢測,符合國際標準,,確保每一臺46型雙主軸數(shù)控車床的優(yōu)良性能,。金華斜軌式46型雙主軸數(shù)控車床定制
同步準停。該方法是在不退出同步控制模式的情況下,,執(zhí)行同步準停,。準停的基準位置為相位同步停止位置,如果需要在基準位置的基礎上再調試,,可使用同步準停位置外部設定信號SHA11~SHA00,。相比相位同步,同步準停的方向可以使用信號ROTAA固定?,F(xiàn)假設頭一,、第二主軸進行主軸相位同步,執(zhí)行以下步驟:①在第1主軸旋轉,、第2主軸停止的狀態(tài)下設置主軸同步控制指令,。②主軸同步結束后,制定同步速度指令=“0”,。③指定主軸相位同步控制指令,,進行基準位置設定。④在主軸相位同步結束后,,完成主軸同步準停,。⑤通過同步準停,,使主軸停止在固定位置。在同步準停結束后,,可通過手動/自動解除同步準停,。⑥主軸同步準停完成后,可以進行工件的裝卸,。金華斜軌式46型雙主軸數(shù)控車床定制
- 南京數(shù)控20型斜身數(shù)控車床價位 2025-05-13
- 溫州數(shù)控20型斜身數(shù)控車床廠商 2025-05-13
- 臺州高精度20型車銑復合機多少錢一臺 2025-05-13
- 揚州國產20型車銑復合機廠商 2025-05-13
- 廣東重型46型雙主軸數(shù)控車床市場價格 2025-05-12
- 肇慶多工位20型斜身數(shù)控車床制造商 2025-05-12
- 嘉興全功能20型斜身數(shù)控車床角度 2025-05-12
- 珠海小型20型車銑復合機規(guī)格 2025-05-12
- 寧波高速46型雙主軸數(shù)控車床廠家精選 2025-05-12
- 臺州立式20型車銑復合機市價 2025-05-12
- 日照特種造紙機械廠家 2025-05-13
- 輕鋼冷彎成型設備備件 2025-05-13
- 麗水XBD消防泵生產廠家 2025-05-13
- 常州奔馳汽車座椅齒輪生產廠家 2025-05-13
- 高淳區(qū)安裝碳鋼反應釜 2025-05-13
- 寧德制藥機械伺服電動缸 2025-05-13
- 浙江新能源電池工控設備 2025-05-13
- 徐州氧氣食品膠管廠家 2025-05-13
- 北京進口均質機配件 2025-05-13
- 貴州泵用剖分式機械密封型號 2025-05-13