太原機(jī)床臥式加工中心
鏜削是臥式加工中心用于加工圓柱形內(nèi)孔的一種切削方式,。鏜削可以分為粗鏜、半精鏜和精鏜等,。粗鏜:粗鏜是指在工件上加工出初步的內(nèi)孔的過程,。粗鏜的優(yōu)點(diǎn)是加工速度快,適用于大量生產(chǎn)的場合,。但是,,粗鏜時產(chǎn)生的熱量較大,容易使工件變形,,因此需要采取相應(yīng)的措施來控制溫度,。半精鏜:半精鏜是指在粗鏜的基礎(chǔ)上進(jìn)行進(jìn)一步加工,以提高內(nèi)孔的精度和表面質(zhì)量的過程,。半精鏜的優(yōu)點(diǎn)是可以提高內(nèi)孔的精度和表面質(zhì)量,。但是,半精鏜時產(chǎn)生的熱量較大,,容易使工件變形,,因此需要采取相應(yīng)的措施來控制溫度。精鏜:精鏜是指在半精鏜的基礎(chǔ)上進(jìn)行進(jìn)一步加工,,以提高內(nèi)孔的精度和表面質(zhì)量的過程,。精鏜的優(yōu)點(diǎn)是可以提高內(nèi)孔的精度和表面質(zhì)量。但是,,精鏜時產(chǎn)生的熱量較小,,容易使工件變形,因此需要采取相應(yīng)的措施來控制溫度,。臥式加工中心的主要結(jié)構(gòu)包括床身,、主軸箱、工作臺,、導(dǎo)軌,、刀庫和數(shù)控系統(tǒng)等。太原機(jī)床臥式加工中心
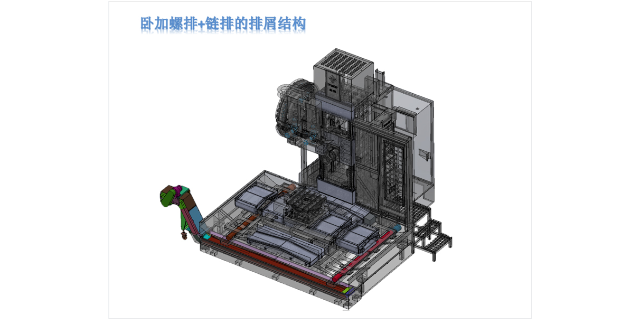
自動換刀系統(tǒng)是臥式加工中心的重要功能部件,,用于實(shí)現(xiàn)刀具的自動更換,。自動換刀系統(tǒng)通常由刀庫、換刀機(jī)械手,、換刀驅(qū)動器等部件組成,。當(dāng)需要更換刀具時,換刀機(jī)械手會自動從刀庫中取出所需的刀具,,并將其安裝在主軸上,,從而實(shí)現(xiàn)快速、準(zhǔn)確的換刀操作,。數(shù)控系統(tǒng)是臥式加工中心的控制主要,,負(fù)責(zé)對機(jī)床的各個部件進(jìn)行精確控制,。數(shù)控系統(tǒng)通常采用計(jì)算機(jī)數(shù)控(CNC)技術(shù),可以實(shí)現(xiàn)多軸聯(lián)動控制,、高速切削,、復(fù)雜曲面加工等功能。數(shù)控系統(tǒng)的性能和穩(wěn)定性直接影響到加工中心的加工精度和效率,。冷卻系統(tǒng)是臥式加工中心的重要組成部分,,用于對切削過程中產(chǎn)生的熱量進(jìn)行冷卻和排放。冷卻系統(tǒng)通常包括冷卻液箱,、冷卻泵,、冷卻管路等部件。冷卻液可以有效地降低切削溫度,,延長刀具壽命,,提高加工質(zhì)量。安徽高速臥式加工中心臥式加工中心的主要組成部分包括床身,、工作臺、主軸箱,、刀庫,、數(shù)控系統(tǒng)等。
在臥式加工中心的切削過程中,,切削參數(shù)的選擇對加工質(zhì)量和效率具有重要影響,。切削參數(shù)主要包括切削速度、進(jìn)給速度,、切削深度和切削寬度等,。切削速度:切削速度是指刀具旋轉(zhuǎn)的速度,單位為米/分鐘(m/min),。切削速度的選擇需要根據(jù)工件材料,、刀具材料、刀具壽命等因素綜合考慮,。一般來說,,切削速度越高,切削力越小,,但切削速度過高容易導(dǎo)致刀具磨損過快和工件變形,。進(jìn)給速度:進(jìn)給速度是指刀具或工件在切削過程中的移動速度,單位為毫米/分鐘(mm/min),。進(jìn)給速度的選擇需要根據(jù)工件材料,、刀具材料、刀具壽命等因素綜合考慮,。一般來說,,進(jìn)給速度越高,,切削效率越高,但進(jìn)給速度過高容易導(dǎo)致刀具磨損過快和工件變形,。切削深度:切削深度是指刀具在一次切削過程中切入工件的深度,,單位為毫米(mm)。切削深度的選擇需要根據(jù)工件材料,、刀具材料,、刀具壽命等因素綜合考慮。一般來說,,切削深度越大,,切削效率越高,但切削深度過大容易導(dǎo)致刀具磨損過快和工件變形,。
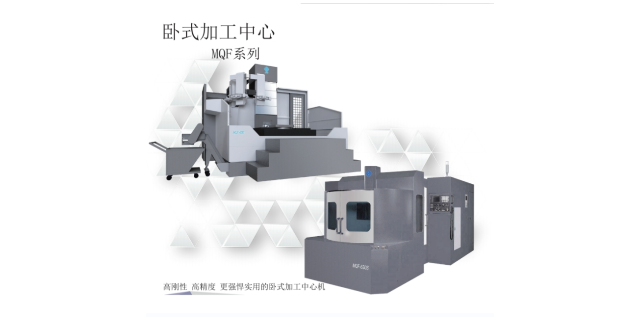
臥式加工中心:由于臥式加工中心的主軸軸線與工作臺垂直布局,,主軸箱、立柱,、主軸等部件的受力比較均勻,,熱變形較小,因此臥式加工中心更適合于大型,、重型零件的加工,。例如,航空發(fā)動機(jī),、汽車發(fā)動機(jī),、船舶發(fā)動機(jī)等復(fù)雜曲面零件的加工。臥式加工中心:由于臥式加工中心的主軸軸線與工作臺垂直布局,,主軸箱,、立柱、主軸等部件的受力比較均勻,,熱變形較小,,因此臥式加工中心的加工精度較高。同時,,臥式加工中心的剛性較好,,能夠承受較大的切削力和扭矩。但是,,臥式加工中心的切削速度較低,,生產(chǎn)效率相對較低。臥式加工中心廣泛應(yīng)用于航空,、航天,、汽車、模具,、電子等行業(yè),。
多工位臥式加工中心的較大優(yōu)點(diǎn)就是高效率,。傳統(tǒng)的立式加工中心在加工過程中,需要多次更換刀具和工件,,每次更換都需要耗費(fèi)大量的時間,,導(dǎo)致整個加工過程效率低下。而多工位臥式加工中心采用了多工位設(shè)計(jì),,可以同時進(jìn)行多個工序的加工,,提高了加工效率。此外,,多工位臥式加工中心還采用了高速主軸,、高速進(jìn)給系統(tǒng)等先進(jìn)技術(shù),使得加工速度得到了極大的提升,。多工位臥式加工中心具有高精度的特點(diǎn),。在加工過程中,多工位臥式加工中心采用了高精度的滾珠絲杠,、直線導(dǎo)軌等傳動元件,,確保了機(jī)床的傳動精度。同時,,多工位臥式加工中心還采用了高精度的主軸,、刀庫等關(guān)鍵部件,保證了加工過程中的精度要求,。此外,多工位臥式加工中心還具有自動測量,、自動補(bǔ)償?shù)裙δ?,可以在加工過程中實(shí)時監(jiān)測和調(diào)整加工精度,確保零件的加工質(zhì)量,。工作臺是臥式加工中心的主要承載部件,,主要用于安裝工件和夾具。廣西節(jié)能臥式加工中心
高效臥式加工中心采用了高速切削技術(shù),,提高了加工效率,。太原機(jī)床臥式加工中心
數(shù)控臥式加工中心的加工效率非常高。由于數(shù)控臥式加工中心可以實(shí)現(xiàn)自動換刀,、自動測量,、自動對刀等功能,提高了加工速度,。同時,,數(shù)控臥式加工中心還可以實(shí)現(xiàn)多軸聯(lián)動加工,一次裝夾可以完成多個面的加工,,進(jìn)一步提高了加工效率,。此外,,數(shù)控臥式加工中心還可以實(shí)現(xiàn)高速切削,縮短了加工時間,,提高了生產(chǎn)效率,。數(shù)控臥式加工中心的適應(yīng)性非常強(qiáng)。由于數(shù)控臥式加工中心采用了模塊化設(shè)計(jì),,可以根據(jù)不同的加工需求,,選擇不同的模塊進(jìn)行組合。這使得數(shù)控臥式加工中心可以適應(yīng)各種復(fù)雜零件的加工需求,,具有很強(qiáng)的通用性,。同時,數(shù)控臥式加工中心還可以根據(jù)生產(chǎn)需要進(jìn)行升級改造,,延長設(shè)備的使用壽命,。太原機(jī)床臥式加工中心
- 長春高效龍門加工中心 2025-06-15
- 安徽復(fù)合龍門加工中心 2025-06-15
- 西安雙工位臥式加工中心 2025-06-15
- 遼寧臥式加工中心 2025-06-15
- 廣東輕型龍門加工中心 2025-06-15
- 南京復(fù)合龍門加工中心 2025-06-14
- 浙江節(jié)能臥式加工中心 2025-06-14
- 北京自動化臥式加工中心 2025-06-14
- 安徽臥式加工中心 2025-06-14
- 烏魯木齊正T式雙交換臥式加工中心 2025-06-14
- 旋耕機(jī)焊接機(jī)器人簡易設(shè)備 2025-06-15
- 貴州全自動化共晶機(jī)廠家 2025-06-15
- 常德皮革激光打標(biāo)機(jī)價格 2025-06-15
- 機(jī)床檢棒BBT30 2025-06-15
- 虹口區(qū)智能倉儲管理系統(tǒng)產(chǎn)業(yè) 2025-06-15
- 不銹鋼風(fēng)機(jī)咨詢電話 2025-06-15
- 南消消防閘閥門 2025-06-15
- 汕尾潤東方環(huán)保空調(diào)廠家直銷 2025-06-15
- 大規(guī)模鼓風(fēng)機(jī)產(chǎn)品介紹 2025-06-15
- 山東家電行業(yè)臥式注塑機(jī)零售 2025-06-15