四川環(huán)保臥式加工中心
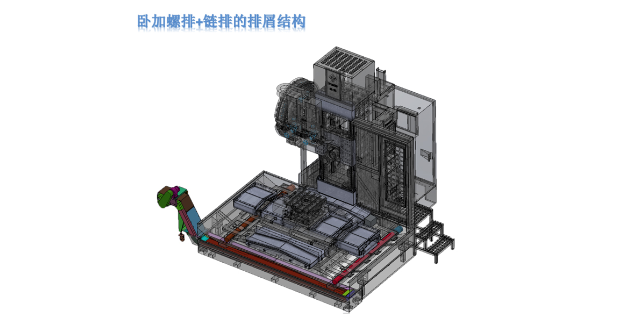
自動(dòng)換刀系統(tǒng)是臥式加工中心的重要功能部件,,用于實(shí)現(xiàn)刀具的自動(dòng)更換,。自動(dòng)換刀系統(tǒng)通常由刀庫、換刀機(jī)械手,、換刀驅(qū)動(dòng)器等部件組成,。當(dāng)需要更換刀具時(shí),換刀機(jī)械手會自動(dòng)從刀庫中取出所需的刀具,,并將其安裝在主軸上,,從而實(shí)現(xiàn)快速、準(zhǔn)確的換刀操作,。數(shù)控系統(tǒng)是臥式加工中心的控制主要,,負(fù)責(zé)對機(jī)床的各個(gè)部件進(jìn)行精確控制。數(shù)控系統(tǒng)通常采用計(jì)算機(jī)數(shù)控(CNC)技術(shù),,可以實(shí)現(xiàn)多軸聯(lián)動(dòng)控制,、高速切削、復(fù)雜曲面加工等功能,。數(shù)控系統(tǒng)的性能和穩(wěn)定性直接影響到加工中心的加工精度和效率,。冷卻系統(tǒng)是臥式加工中心的重要組成部分,用于對切削過程中產(chǎn)生的熱量進(jìn)行冷卻和排放,。冷卻系統(tǒng)通常包括冷卻液箱,、冷卻泵、冷卻管路等部件,。冷卻液可以有效地降低切削溫度,,延長刀具壽命,,提高加工質(zhì)量。臥式加工中心具有很高的通用性,,可以應(yīng)用于各種類型的零件加工,。四川環(huán)保臥式加工中心
自動(dòng)化臥式加工中心采用計(jì)算機(jī)控制,可以實(shí)現(xiàn)精確的數(shù)值控制,,避免了人為誤差對加工精度的影響,。在傳統(tǒng)的立式加工中心中,操作人員需要手動(dòng)調(diào)整刀具,、工件坐標(biāo)等參數(shù),,容易出現(xiàn)誤差。而在自動(dòng)化臥式加工中心中,,這些參數(shù)都是由計(jì)算機(jī)自動(dòng)計(jì)算和調(diào)整的,,減少了人為誤差的產(chǎn)生。自動(dòng)化臥式加工中心可以實(shí)現(xiàn)自動(dòng)上下料,、自動(dòng)測量,、自動(dòng)換刀等功能,減少了人工操作的需求,。與傳統(tǒng)的立式加工中心相比,,自動(dòng)化臥式加工中心可以節(jié)省大量的人力資源,降低企業(yè)的人力成本,。同時(shí),,自動(dòng)化臥式加工中心的操作簡單,易于培訓(xùn),,企業(yè)可以快速培養(yǎng)出一批熟練的操作人員,,提高整體的生產(chǎn)效率。四川環(huán)保臥式加工中心臥式加工中心的主要結(jié)構(gòu)包括床身,、主軸箱,、工作臺、導(dǎo)軌,、刀庫和數(shù)控系統(tǒng)等,。
在臥式加工中心的切削過程中,切削參數(shù)的選擇對加工質(zhì)量和效率具有重要影響,。切削參數(shù)主要包括切削速度,、進(jìn)給速度、切削深度和切削寬度等,。切削速度:切削速度是指刀具旋轉(zhuǎn)的速度,,單位為米/分鐘(m/min)。切削速度的選擇需要根據(jù)工件材料、刀具材料,、刀具壽命等因素綜合考慮。一般來說,,切削速度越高,,切削力越小,但切削速度過高容易導(dǎo)致刀具磨損過快和工件變形,。進(jìn)給速度:進(jìn)給速度是指刀具或工件在切削過程中的移動(dòng)速度,,單位為毫米/分鐘(mm/min)。進(jìn)給速度的選擇需要根據(jù)工件材料,、刀具材料,、刀具壽命等因素綜合考慮。一般來說,,進(jìn)給速度越高,,切削效率越高,但進(jìn)給速度過高容易導(dǎo)致刀具磨損過快和工件變形,。切削深度:切削深度是指刀具在一次切削過程中切入工件的深度,,單位為毫米(mm)。切削深度的選擇需要根據(jù)工件材料,、刀具材料,、刀具壽命等因素綜合考慮。一般來說,,切削深度越大,,切削效率越高,但切削深度過大容易導(dǎo)致刀具磨損過快和工件變形,。
大型臥式加工中心具有以下明顯的性能特點(diǎn)——高剛性:大型臥式加工中心采用強(qiáng)度高的鑄鐵材料制成的床身,,具有良好的剛性和抗震性,確保機(jī)床在高速切削過程中的穩(wěn)定性,。高精度:大型臥式加工中心采用高精度的滑動(dòng)導(dǎo)軌結(jié)構(gòu)和高速電主軸,,實(shí)現(xiàn)對工件的高精度加工。同時(shí),,數(shù)控系統(tǒng)的高性能計(jì)算機(jī)控制系統(tǒng),,確保了機(jī)床的高速、高精度控制,。高自動(dòng)化:大型臥式加工中心采用自動(dòng)換刀系統(tǒng)和自動(dòng)測量系統(tǒng),,實(shí)現(xiàn)了對刀具和工件的自動(dòng)更換和測量,提高了生產(chǎn)效率,。高靈活性:大型臥式加工中心采用模塊化設(shè)計(jì),,可以根據(jù)不同的加工需求,靈活配置各種功能模塊,,滿足各種復(fù)雜零件的加工需求,。臥式加工中心的立柱高度較低,,便于操作和觀察。
在臥式加工中心的切削過程中,,刀具與工件之間的摩擦?xí)a(chǎn)生大量的熱量,,導(dǎo)致刀具溫度急劇升高。過高的刀具溫度會降低刀具材料的硬度,,使其失去原有的切削性能,,從而影響加工質(zhì)量和加工效率。此外,,高溫還會加速刀具的磨損,,縮短刀具的使用壽命。因此,,對刀具進(jìn)行有效的冷卻是提高臥式加工中心加工效率的關(guān)鍵,。臥式加工中心的冷卻系統(tǒng)通過噴射冷卻液的方式,將切削區(qū)域產(chǎn)生的熱量迅速帶走,,降低刀具和工件的溫度,,從而提高刀具的使用壽命。同時(shí),,冷卻液還可以潤滑刀具和工件表面,,減少摩擦,降低切削力,,進(jìn)一步提高加工效率,。臥式加工中心的主要特點(diǎn)是主軸軸線與工作臺垂直布局,即主軸水平放置,。甘肅模具臥式加工中心
臥式加工中心的工作方式主要是通過工作臺的移動(dòng)來實(shí)現(xiàn)工件的進(jìn)給和切削,。四川環(huán)保臥式加工中心
臥式加工中心的工作原理主要包括以下幾個(gè)步驟——工件裝夾:將工件和夾具安裝在工作臺上,確保工件的位置和夾緊力符合加工要求,。刀具選擇和裝夾:根據(jù)加工要求選擇合適的刀具,,并將其安裝在主軸上。數(shù)控編程:根據(jù)工件的幾何形狀和加工工藝,,編寫數(shù)控程序,。數(shù)控程序包括刀具路徑、切削參數(shù),、坐標(biāo)系等指令,。數(shù)控系統(tǒng)處理:數(shù)控系統(tǒng)對數(shù)控程序進(jìn)行處理,生成相應(yīng)的控制信號,。伺服驅(qū)動(dòng):伺服電機(jī)根據(jù)數(shù)控系統(tǒng)的控制信號,,驅(qū)動(dòng)工作臺、主軸等部件進(jìn)行運(yùn)動(dòng)。切削加工:刀具在主軸的帶動(dòng)下,,按照預(yù)定的刀具路徑進(jìn)行切削加工,。切削過程中,數(shù)控系統(tǒng)實(shí)時(shí)監(jiān)控刀具的使用狀態(tài)和加工狀態(tài),,確保加工質(zhì)量和安全,。工件卸夾:加工完成后,將工件從工作臺上卸下,,進(jìn)行后續(xù)處理。四川環(huán)保臥式加工中心
- 貴陽大型數(shù)控龍門加工中心 2025-06-17
- 四川安全臥式加工中心 2025-06-17
- 太原小型臥式加工中心 2025-06-17
- 廣東十字臥式加工中心 2025-06-17
- 濟(jì)南大型龍門加工中心 2025-06-17
- 西寧雙工位臥式加工中心 2025-06-17
- 陜西復(fù)合龍門加工中心 2025-06-17
- 青海五軸龍門加工中心 2025-06-16
- 鄭州小型龍門加工中心 2025-06-16
- 西安大型龍門加工中心 2025-06-16
- 浙江112L化工桶定制 2025-06-17
- 無錫附近儀器儀表商家 2025-06-17
- 馬鞍山國產(chǎn)履帶底盤推薦廠家 2025-06-17
- 上海信息系統(tǒng)集成服務(wù)哪個(gè)好 2025-06-17
- 黑龍江購買電泳涂漆鋁型材維修電話 2025-06-17
- 奉賢區(qū)攪拌機(jī)共同合作 2025-06-17
- 上海新能源電池實(shí)驗(yàn)臺方案 2025-06-17
- 江蘇調(diào)質(zhì)熱處理加工廠家 2025-06-17
- 江蘇小型冷風(fēng)機(jī)工業(yè)冷風(fēng)機(jī) 2025-06-17
- 靜安區(qū)整套物聯(lián)網(wǎng)應(yīng)用服務(wù) 2025-06-17