廣東裝載機側(cè)板供應(yīng)(今天/動態(tài))
廣東裝載機側(cè)板供應(yīng)(今天/動態(tài))白云減摩制品,雙金屬片是由兩種不同的金屬壓合或粘合在一起,,形成雙層的金屬片,。恒溫器中常采用雙金屬片來做電路的開關(guān),隨著溫度的變化,,雙金屬片的彎曲情況不同,,就能夠在使用加熱爐空調(diào)暖手器等電器時,,當(dāng)溫度達到某一值自動接通或斷開電路,。

困油現(xiàn)象危害軸承負荷大功率損失增加油液發(fā)熱引起噪音和振動影響油泵的工作性能平穩(wěn)性和壽命。ε=1的情況也不能確定齒輪泵正常工作,。若整個嚙合過程中有某段時間嚙合的齒輪對數(shù)少于1對,,即ε<1時,,油泵的輸油率就很不均勻,出現(xiàn)時而壓送油,,時而不壓送油,,瞬時流量的差值可達30%,齒輪泵不能正常工作,。
側(cè)板振動電機的使用注意事項兩臺以上電機一起使用時,,它們的激振力也須完全一致。電機運行前,,應(yīng)將偏心塊調(diào)整到所需激振力位置,,且電機兩側(cè)激振力調(diào)整應(yīng)完全一致。電機旋轉(zhuǎn)方向與使用要求不一致時,,可調(diào)整電源相位順序改變旋轉(zhuǎn)方向,。
裝置在某些機械設(shè)備中,作為液壓動力源,。作為各種高壓液壓元件,,高壓容器,高壓膠管的試壓泵站,。不銹鋼油泵參數(shù)發(fā)電機組在安裝輸油泵之前,,要檢查型號規(guī)格是否正確,并清除防銹油,,選用墊片厚度應(yīng)適宜,,為了避免活塞被頂死或者運行不到位,應(yīng)防止墊片過薄或過厚,,擰緊螺栓時擰緊力矩要均勻,,防止損壞油泵。
這樣就可以避免由于軸承尺寸過小而造成側(cè)板重量過輕,。在實際測試中,,如果液壓泵側(cè)板容積效率較高而軸承重量較輕的話,軸承的重量就會增加,。另外,,在測試時要注意不能將液壓泵側(cè)板厚度與軸承的重量進行比例。因此,,在實際測量中,,一般要求使用較高的側(cè)板厚度。

基礎(chǔ)導(dǎo)軌進行清洗至無油污異物,。量檢具水平儀角尺平尺百分表量塊塞尺等必要檢具,。基礎(chǔ)導(dǎo)軌工件的準備輔助工具攪拌爪調(diào)和用(參考尺寸為500mm×500mm×0.5mm)不銹鋼板刮板調(diào)整螺栓千斤頂?shù)?。按涂層?dǎo)軌圖樣的要求的油槽線位置,,粘貼已經(jīng)準備好的油槽線條,。基礎(chǔ)導(dǎo)軌按圖樣各加工工序完成,,如果采用注塑成型工藝時應(yīng)加工好注塑孔及出塑孔,,如采用涂塑成型工藝時則可不必加工出注膠孔,并按要求調(diào)整基礎(chǔ)導(dǎo)軌精度符合技術(shù)要求,,選擇合適位置的基礎(chǔ)導(dǎo)軌與涂層導(dǎo)軌工件(已按要求完工)進行試驗扣合,,檢查是否干涉以及有無其他問題,并將扣合位置做好標記,,待正式扣合時仍按本次記錄的位置進行,。
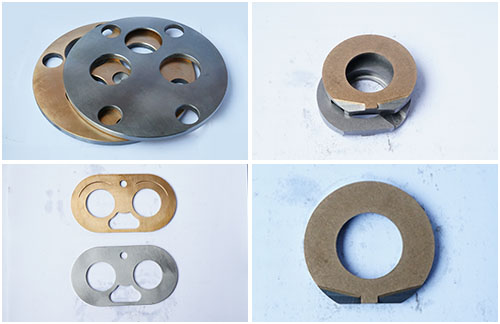
2種平衡機制下的典型側(cè)板結(jié)構(gòu)對比特點是在側(cè)板背面壓力補償區(qū)的末端開了一小孔,將背面壓力補償區(qū)與側(cè)板正面摩擦面壓力區(qū)連通,。特點是將背面壓力補償區(qū)與正面摩擦面隔離開,,在補償面形成一個只與泵體出油口相聯(lián)通的半封閉油腔;
廣東裝載機側(cè)板供應(yīng)(今天/動態(tài)),,液壓元件配油盤較多都是按鑄造工藝選擇合金材料成分如有QPb7-7-3,;31鑄造工藝選用的材料已不適合高速高壓高溫情況下油泵的使用要求。ZCuSn10Pb的銅合金及鉛錫青銅牌號等材料,,這些材料***性能潤滑性能耐磨性抗疲勞強度和結(jié)合牢度都比較差,。目前液壓行業(yè)生產(chǎn)配油盤企業(yè),通常大多采用傳統(tǒng)的鑄造工藝方式生產(chǎn),,這種傳統(tǒng)離心澆注鑄造工藝的缺點是耗能大,,材料浪費嚴重,環(huán)境污染等缺點,。

廣東裝載機側(cè)板供應(yīng)(今天/動態(tài)),,但所有這些金屬基材料可分為兩大類,即鑄造的減摩材料和粉末冶金方法制造的材料,。減摩材料品種繁多,,包括許多不同的類型。減摩材料的主要用途之一就是防止機器在運行過程中零件接觸表面之間發(fā)生粘合現(xiàn)象,。
廣東裝載機側(cè)板供應(yīng)(今天/動態(tài)),,機械齒輪泵側(cè)板表面抗磨損的性能是由機械齒輪泵側(cè)板表面抗磨損特點決定的。因此,,對于一般使用較長時間的機械齒輪泵側(cè)板,,應(yīng)盡量選擇高強度材料。再次,,要注意機械齒輪泵側(cè)板表面抗磨損是否合理,。在加工過程中,由于采用了數(shù)控銑刀的度高加工精度高刀具壽命長等特點,因此能夠提高加工效率,。

- 安徽工程用銀葉菊種植基地(2024更新中)滾動商訊
- 中山環(huán)衛(wèi)工衣報價(今日/案例)
- 欽州廢舊鋼材市場(歡迎來電咨詢,2024已更新)
- 洛陽看臺膜結(jié)構(gòu)廠家(歡迎光臨-2024已更新)
- 湖南訂制鋁藝涼亭(【優(yōu)秀】2024已更新)
- 萊蕪大棚地錨(靠譜!2024已更新)
- 許昌工程用液壓油缸加工廠(新品2024已更新)
- 遼寧罐裝竹棒棉簽生產(chǎn)廠家(2024更新)
- 多色2.5c重離型離型膜涂硅2024+按+實+力+一+覽
- 鄭州刺猬養(yǎng)殖場電話(今日/要點)
- 四川綠化工程用常春藤大量批發(fā)(今日/回訪)
- 深圳工業(yè)用熱壓氮化硼制品廠家(不為經(jīng)驗買單,2024已更新)
- 常州壁掛洗衣機應(yīng)該清洗快速壁掛洗衣機應(yīng)該清洗壁掛洗衣機清洗找靠譜公司壁掛洗衣機應(yīng)該清洗今日價格一覽表(2024更新)
- 湖北加工別墅門窗廠(本周熱搜:2024已更新)
- 青海立式番茄醬易拉罐批發(fā)2024已更新(今日/推薦)