河南電動馬達(dá)殼批發(fā)(今日/訪問)
河南電動馬達(dá)殼批發(fā)(今日/訪問)利升鑄造,要檢驗這些公差值大部分的產(chǎn)品尺寸能夠用***的測量設(shè)備或計量設(shè)備就可以直接測量而來,,而電動機外殼及端蓋同心度的測量即沒有現(xiàn)成的測量設(shè)備和計量設(shè)備,,或者使用的設(shè)備由于使用不靈活,在生產(chǎn)現(xiàn)場給測量帶來諸多不便。

設(shè)計者設(shè)計電機的鑄鐵電機殼球鐵電機殼電機殼端蓋法蘭端蓋,,一定要結(jié)合目前加工機械技術(shù)工藝,,加工工藝在不斷進(jìn)步,客戶對產(chǎn)品的性能不斷嚴(yán)苛,,所以對加工精度也不斷的提出更高的更新的要求,,我們不能再僅僅參考沿襲舊的圖紙舊的設(shè)計觀念,而沒有大膽的突破和創(chuàng)新,,否則對電機的性能提高起不到推動的作用,。
車間畫標(biāo)識線,使用尺寸固定的棧板和鐵籠,,相應(yīng)的型機殼存放相應(yīng)的數(shù)量,,不僅能快速點出數(shù)量也能及時發(fā)現(xiàn)是否存在不同型機殼。生產(chǎn)要有準(zhǔn)確的開工及完工日期客戶的交貨期的同時,,不產(chǎn)生大量庫存品,。在區(qū)域放置物品,防止產(chǎn)生混淆或參入殘次電機外殼,。首先須定時定點定量定員,。
鑄造用砂及鑄造過程中的粉塵因鑄造過程會產(chǎn)生大量的粉塵,,如何用集塵設(shè)備將粉塵集中起來而不要飄到空氣中去,。對危險固體廢棄物的處置,在鑄造過程中會產(chǎn)生很多固體廢棄物,,會對環(huán)境造成污染,,如用后的樹脂砂等,如何做好固廢的再利用及正確妥當(dāng)處置都是要整改的,。次再焦炭煉鐵水又再一次排除大量的有害氣體,,所以要嚴(yán)禁沖天爐。
尤其是目前支撐機械工業(yè)快速發(fā)展的幾個支柱產(chǎn)業(yè)--汽車發(fā)電設(shè)備機床等與鑄造業(yè)的關(guān)聯(lián)度大,,帶動作用明顯,。因此小編也覺得,從長遠(yuǎn)看,,中國鑄造業(yè)發(fā)展態(tài)勢很好,,機遇很多。郭樹言會長表示,,鑄造業(yè)與機械工業(yè)關(guān)系密切,,機械工業(yè)的發(fā)展將直接帶動鑄造業(yè)的發(fā)展。

對于轉(zhuǎn)子軸伸出機座部分較短的電機,,可在轉(zhuǎn)子軸的一端或兩端加套鋼管接長,,在鋁殼變速電機轉(zhuǎn)子的左側(cè)套了一鋼管,然后分兩步來吊出轉(zhuǎn)子。對于較大的鋁殼變速電機,,如果轉(zhuǎn)子抽兩端伸出機座部分足夠長,,用起重設(shè)備吊出。但在起吊時,,應(yīng)注意保護(hù)軸頸定子繞組和轉(zhuǎn)子鐵芯風(fēng)道,。大型鋁殼變速電機轉(zhuǎn)子的拆卸。
以上的介紹希望能讓您對此有個簡單的了解,,我們是***生產(chǎn)電機鋁殼的廠家,,如有需要可直接***。保護(hù)性能好,,采用新型密封裝置,。對環(huán)境適應(yīng)性強,可在惡劣環(huán)境中連續(xù)工作,。維護(hù)成本低,,特別是生產(chǎn)線,只需備用幾個啟動開關(guān)即可整線正常生產(chǎn)的維修保養(yǎng),。

接著用車床三爪卡盤夾住頂棒把手,,然后把電機套在頂棒上,使頂棒的圓臺下部與定子沖片的內(nèi)表面相接觸,;然后將膨脹體套在螺栓上,,并緊螺母,墊片,,使膨脹體與定子沖片的內(nèi)表面相接觸,,便可以進(jìn)行電機機殼止口的車加工。使用本夾具時,,先把螺栓放進(jìn)到頂棒內(nèi)部,,再將頂棒把手與頂棒相配合,用電焊把兩者焊牢固,;
車間內(nèi)所有的成品半成品返工品廢品等都要放于固定的位置并且以標(biāo)識卡區(qū)分,,嚴(yán)禁產(chǎn)品混放不做標(biāo)識。后配合有效嚴(yán)謹(jǐn)?shù)目己耸侄螌⒅贫葓?zhí)行到位,,從嚴(yán)格把關(guān)管理層是否將制度落實到車間,,發(fā)放管理層績效獎金,到調(diào)動基層員工積極配合制度的實施,,實行每日檢查獎懲制度的建立,。各種規(guī)格型一目了然根據(jù)相應(yīng)的日期靠前的先出倉,做到先出原則,。
管理從沒目標(biāo)到一個個小目標(biāo),,層層跟進(jìn),,步步為營,更好的達(dá)成目標(biāo),。管理的方法有很多,,沒有好的管理就不能夠有好的管控,也就生產(chǎn)不出好的電機殼,。管理從沒有流程到一個個小的流程,,而且流程隨著面臨的問題的不同,不斷優(yōu)化完善,。
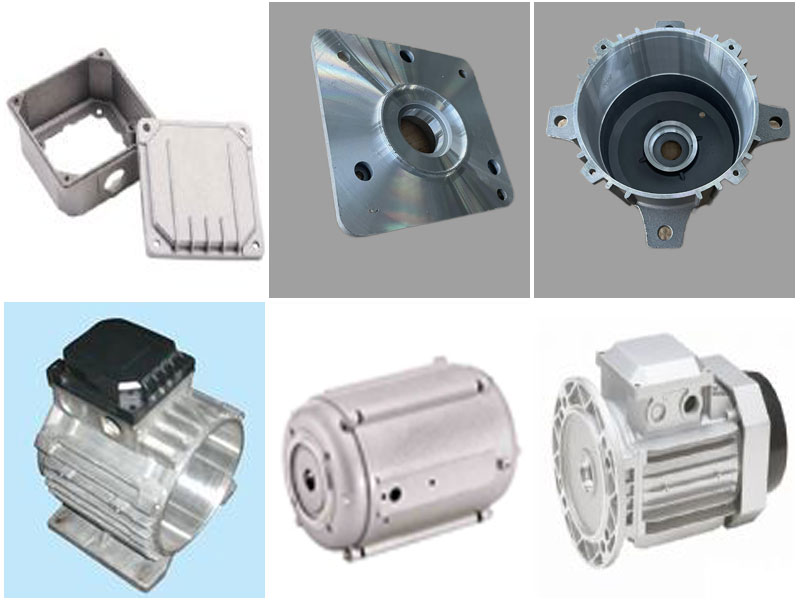
鋁電機殼的表面清洗具體內(nèi)容鋁電機殼表面有砂粒和粗糙,,可用人工或機械清理,使鋁電機殼表面符合驗收標(biāo)準(zhǔn),。電機殼上的毛刺多肉脹箱和錯箱造成的凸起應(yīng)打磨平整,,并控制鏟削量,防止鋁電機殼產(chǎn)生,。表面處理是指清洗清理去毛刺脫脂除垢等,。
依據(jù)此規(guī)定,電機各部分的溫升,,應(yīng)用不同的絕緣材料以及用不同測溫方法,,有不同的溫升限度。埋量檢溫計法較大的電機,,在裝配時,,常在估計到可能有較高溫度的各點,埋置檢溫計,。我國電工技術(shù)標(biāo)準(zhǔn)規(guī)定冷卻介質(zhì)的標(biāo)準(zhǔn)溫度為4Q℃,。
也就是電機殼,,電機端蓋,,電機端蓋法蘭,防爆電機外殼,,在鑄件表面拋光處理后,,不要落地,后直接進(jìn)入油漆工序,,在油漆與拋光之間不能空置太久時間(一般控制在2小時之間)以免使拋光后的表面生銹油污落塵。那么鐵水的澆注溫度到底多少合適,。這個問題可能各生產(chǎn)鑄造工廠有一點區(qū)別,,每個鑄造廠都要經(jīng)過做試驗來確定一個溫度值,通過這個溫度值澆注的電機殼鑄鐵電機外殼防爆電機殼牌標(biāo)準(zhǔn)的抗拉要求,。在鑄鐵電機殼防爆電機殼電機端蓋的鑄造過程中對鐵水溫度控制是非常重要的,,也是一項細(xì)心的工作,。
電動機外殼的形位公差在加工過程中如果沒有控制好,如機座兩端止口的同軸度沒有達(dá)到圖紙要求,,電動機在裝配后,,兩端蓋固定在不同軸的止口上,這時軸是裝在不同軸的兩端端蓋上,,軸是扭曲的或是斜的,,這時的軸或軸承的負(fù)載會變大,會產(chǎn)生振動發(fā)熱軸承過早損壞等問題,。

- 安徽本地工程節(jié)能報告(真的很不錯,2024已更新)
- 平頂山鍍錫銅鼻子(優(yōu)秀,2024已更新)
- 遼寧定制白酒釀造廠(今日新聞-2024已更新)
- 泰安18L透氣桶(是真的!2024已更新)
- 河北蜀葵2024+按+實+力+一+覽
- 洋縣農(nóng)牧漁林養(yǎng)殖基地養(yǎng)殖魚中心(今日直選:2024已更新)
- 質(zhì)量可靠冷風(fēng)機配件2024+系+統(tǒng)+學(xué)+習(xí)
- 烏海室內(nèi)外遮陽系統(tǒng)批發(fā)按人氣實力榜單推薦!
- 蕪湖靠譜的電鍍除油廢水處理設(shè)備廠家(相信選擇沒錯!2024已更新)
- 玉溪品牌全屋定制(2024更新中)本地資訊
- 廈門智能低溫鋰電池價格(新品2024已更新)
- 河北直銷獎金軟件開發(fā)公司(新品2024已更新)
- 四川變電所局放監(jiān)測(今天/動態(tài))
- 遼中有乘客電梯生產(chǎn)廠家2024價+格+優(yōu)+惠
- 定做砌塊批發(fā)(歡迎光臨-2024已更新)