內(nèi)蒙古機(jī)械廠專用平面砂布輪批發(fā)(趨勢闡述,2024已更新)
內(nèi)蒙古機(jī)械廠專用平面砂布輪批發(fā)(趨勢闡述,2024已更新)歐克磨料磨具,鋼板立柱去銹氧化皮焊渣的主要方法有手工處理機(jī)械處理噴射處理化學(xué)處理(酸洗電化學(xué)處理和火焰處理等方法.復(fù)合管焊好后,,先用砂輪片打磨,再用80~320目的千頁輪磨平,,如有需要再用布輪加臘拋光即可,。因復(fù)合管表層不銹鋼壁厚在0.3~0.6㎜左右,應(yīng)注意不要過份打磨,否則很容易將不銹鋼表層磨破露出鋼管,這樣就需要修補(bǔ),加大了工作量.可在施工前先切一小段試焊,熟悉一下,一般能焊純不銹鋼薄壁管經(jīng)驗(yàn)較豐富的工人在半天內(nèi)即可掌握焊接要領(lǐng).,。

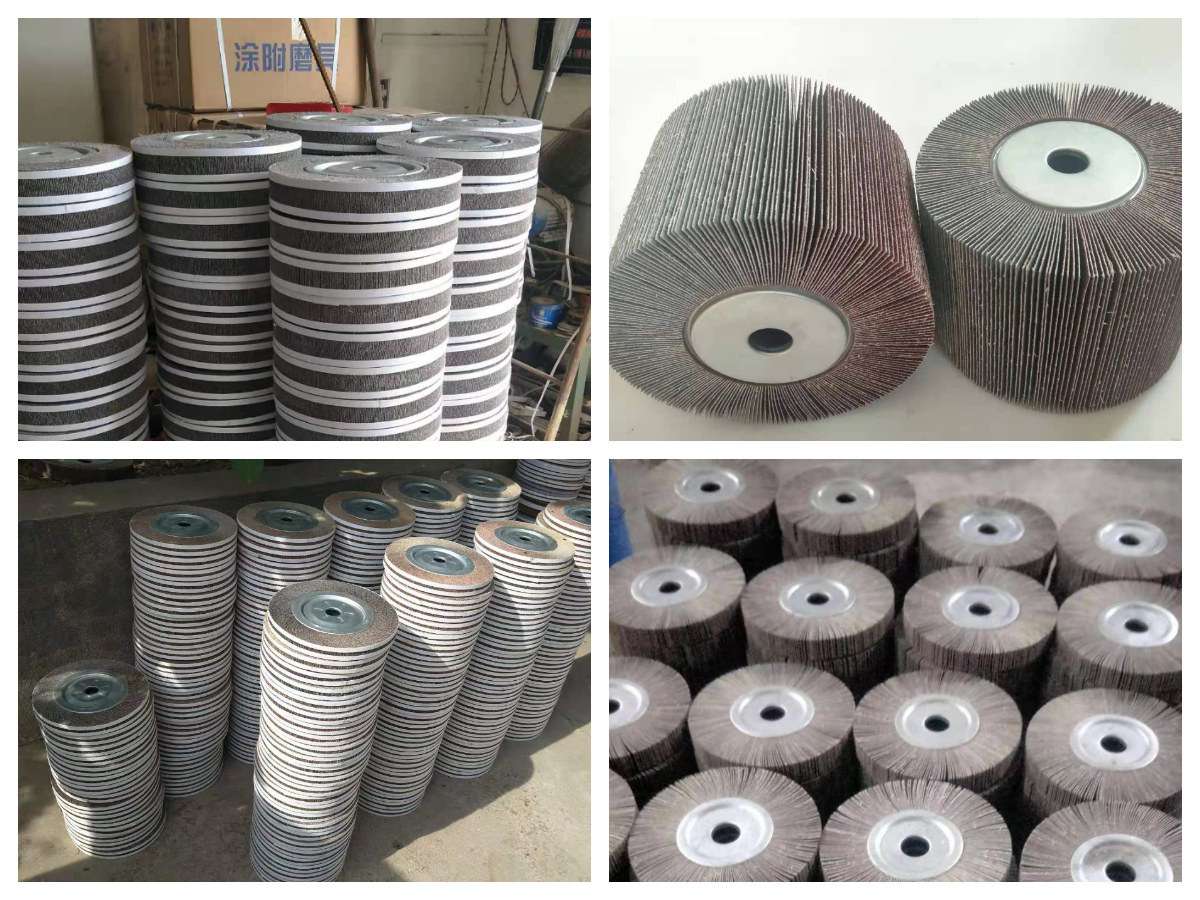
葉輪基體有網(wǎng)布尼龍塑料鋼紙等,頁片多少不等,,呈扇形均勻分布,。百頁片的優(yōu)勢及應(yīng)用領(lǐng)域粒度36#-400#,以60#80#較常見,,用于焊縫正邊毛刺的打磨及修磨加工,,可與鈸形砂輪互換用。百葉輪(百頁輪)是由塑料或纖維網(wǎng)蓋粘和砂布頁片而成,。

手剎除銹對(duì)砂輪的要求也很有講究,,砂輪分為鋼毛刷百葉片砂輪片,剛毛刷和百葉片質(zhì)地相對(duì)柔軟,,對(duì)氧化皮打不透,,同時(shí)也很難產(chǎn)生粗糙毛面;砂輪片有底基加強(qiáng),,具有很強(qiáng)的剛性,,能輕松打透氧化膜,砂輪片打磨氧化皮的時(shí)候,,如果平著打磨也是很費(fèi)勁,,容易打不透或者打磨時(shí)間長,所以好的方法是把砂輪片立起來打磨,,這樣的話既打磨的干凈徹底,,還能產(chǎn)生很好的毛面,。
砂輪端面孔隙是的空氣,由于離心力的作用,,由中間流向砂輪圓周,,砂輪的孔隙越大轉(zhuǎn)速越高,影響也越大,。澆注法供給磨削液,,磨削時(shí)磨削液常常不易進(jìn)入磨削區(qū),其主要原因如下百葉輪磨削液不易進(jìn)入磨削區(qū)緣由百葉輪多用于角向磨光機(jī)或電動(dòng)機(jī)器,。要使磨削液在磨削過程中充分發(fā)揮作用,,磨削液的供給方式是不容忽視的。

那么它有哪些特點(diǎn)呢,?千葉輪產(chǎn)品特點(diǎn)有哪些若存放的本地濕度太小,,即天色單調(diào),則產(chǎn)品中的水分過度披發(fā),,基本面發(fā)作縮短,,因而產(chǎn)品隨意向基體面卷曲。千葉輪,,屬于涂附磨具的一種,,每個(gè)產(chǎn)品以成百上千的紗布片粘合而成,故得名,。它是以氧化鋁為磨料,,基材為布基經(jīng)流水線制作成紗布,再由紗布層疊和全樹脂粘貼而成,。包裝好的砂箱,,不宜受重壓,以免招致砂帶折痕,,無法運(yùn)用,。
怎么實(shí)現(xiàn)快?如果按常規(guī)用手磨機(jī)打磨,,320號(hào)千頁輪打細(xì),再過麻輪布輪(或羊毛輪),,這樣速度想快如何快得起來,。從速度來說。加工廠都希望加工屏風(fēng)加工得快而好,,這就要求拋光師傅速度要快,。有經(jīng)驗(yàn)的拋光師傅會(huì)在打磨上想辦法,當(dāng)然較快的打磨方法就是采用砂帶,,直接過砂帶比手工打磨速度提高一倍以上,,這樣速度就快得多,。
如同心度不一致,會(huì)導(dǎo)致電機(jī)軸折斷或減速機(jī)齒輪磨損,。該型蝸輪相當(dāng)于具有平面齒面的斜齒圓柱齒輪,,其兩側(cè)齒面與一對(duì)相互倒置的基圓錐面相切,蝸桿也是用平面砂輪磨削成形,,而月與蝸輪螺旋角相等.***代,,英國學(xué)者Hindley發(fā)明了直線齒環(huán)面蝸桿傳動(dòng)仁2],主要用于動(dòng)力傳動(dòng),,國外稱為Hindley一worm.這種蝸桿是用直線刃的成形車切成的,,蝸輪用與蝸桿一致的蝸輪滾范成,潤滑性能有改善,,承載能力有較大提高.70年代初期,,日本石川昌一發(fā)明了一種雙包絡(luò)可展環(huán)面蝸桿傳動(dòng)減速機(jī)是國民經(jīng)濟(jì)諸多領(lǐng)域的機(jī)械傳動(dòng)裝置,幾乎在各式機(jī)械的傳動(dòng)系統(tǒng)中都可以見到它的蹤跡,,涉及的產(chǎn)品類別包括了各類齒輪減速機(jī)行星齒輪減速機(jī)及蝸桿減速機(jī),,也包括了各種專用傳動(dòng)裝置,如增速裝置調(diào)速裝置以及包括柔性傳動(dòng)裝置在內(nèi)的各類復(fù)合傳動(dòng)裝置等,,產(chǎn)品服務(wù)領(lǐng)域涉及冶金有色煤炭建材船舶水利電力工程機(jī)械及石化等行業(yè),。

因此,鋼厚壁大直徑對(duì)接接頭進(jìn)行里氏硬度試驗(yàn),,規(guī)格為Ф324×42mm,,熱處理后分別對(duì)焊縫及母材檢驗(yàn)面進(jìn)行百葉輪打磨和拋光處理,然后對(duì)兩種表面狀態(tài)的試塊進(jìn)行里氏硬度對(duì)比試驗(yàn),,分析試塊表面狀態(tài)對(duì)里氏硬度試驗(yàn)結(jié)果的影響,。
這樣就能所有的浸漬劑組份在砂輪中均勻地浸透。將砂輪從熔融物中升出轉(zhuǎn)動(dòng),,依靠轉(zhuǎn)動(dòng)使砂輪拋去多余的浸漬劑?,F(xiàn)代浸漬處理工藝的優(yōu)勢。現(xiàn)代浸漬處理工藝是在傳統(tǒng)處理工藝的基礎(chǔ)上發(fā)展的,,現(xiàn)代浸漬工藝是先把砂輪加熱到140-150℃,,然后放入被加熱的浸漬劑溶融物中,用脈沖轉(zhuǎn)動(dòng)4分鐘,。砂輪按照這種規(guī)范拋掉多余的浸漬劑,,修整時(shí)在金剛石上就不會(huì)形成瘤,而在磨削時(shí)表面不膩塞,,并且在被磨削的表面上不會(huì)產(chǎn)生燒傷,。

內(nèi)蒙古機(jī)械廠專用平面砂布輪批發(fā)(趨勢闡述,2024已更新),問題二樹脂砂輪含一部分水解決方法在平衡架上,,重新校正平衡問題一樹脂砂輪制造廠的平衡檢查不充分樹脂砂輪的不平衡度過大時(shí)解決方法改變樹脂砂輪軸轉(zhuǎn)速,,使樹脂砂輪線速度在高使用線速度的范圍內(nèi)或使用直徑小的樹脂砂輪
