

�l(f��)؛���c(di��n)���Ĵ�ʡ�ɶ���
�l(f��)���r(sh��)�g��2024-03-03

���������^�������N��,�����m�ϙC(j��)е��,���Ԅ�(d��ng)�����b,�����ڬF(xi��n)������������(ji��)ʡ����,�����Ч��,��2�����ܺ��z�е�ԭ�����ͻ��W(xu��)�Ժ�,�������õ�����,���͉A������ЙC(j��)�܄�,�����(y��ng)������ܰ��b(li��n)ϵ��ʽ,�������L(zh��ng)�ڷ��ö����l(f��)������,�����ܹ�ˇ�^�̰�����ӡˢͿ�������͵Ĺ�ˇ�^�̺����ܟ�ˇ�^��,�����(y��ng)������ܰ��b(li��n)ϵ��ʽ��Ŀǰ�����N��ʽ��(sh��)�F(xi��n)Ϳ���^�̣��x���^�͙C(j��)�M���^��,���zӡ�ֲ��^��,�����(y��ng)������ܰ��b(li��n)ϵ��ʽ���zӡ�B���^��,���x��Ϳ�������ܹ�ˇһ��Ҫ��a(ch��n)Ʒӡˢ����������72С�r(sh��),��������e��ɫ��ī�^(q��)����ȫ����ص����^�ڱ����^������,���ٷ�������24С�r(sh��)���M(j��n)�������^��,���r(ji��)����ʮ���f(w��n)���ϰ��f(w��n)���ȡ����(y��ng)������ܰ��b(li��n)ϵ��ʽ
Ŀǰ���B���^�ͷ�ʽ��һ�����ˮ�������ͣ�,�����Կs�̕r(sh��)�g,����������Ч�����ѡ��^���^����Ҫ���Ƶ�Ŀ��(bi��o)���^������С���m��һ��s 3-5g/m2 ,��ҕ���ϱ�������,�������͝�Ȳ�ͬ��������e���������ͳ�֝B,��Ϳ���^��횿��ƺ�Ϳ������С,���_��Ĥ�ӱ������ƽ �ԡ���ɶ�,���BЧ��,�������Եȣ������^����Ҫ���ƺÜض�,������,���r(sh��)�g�ȗl�����_������Ч��,����������Ϳ�����Ҫ�m��(d��ng),��ͨ�^�{(di��o)��(ji��)Ӌ(j��)��݁�cͿ��֮݁�g�Ŀ�϶���x����m�ľW(w��ng)�y݁���_��Ϳ�������͕r(sh��)Ҫ��������������r(sh��)�ɶ��^һ��������,���豣�C���������͌ӟo(w��)���@��,����t���׳��F(xi��n)���ܲ���(w��n)����r�����(y��ng)������ܰ��b(li��n)ϵ��ʽ����(j��)��Įa(ch��n)Ʒ���������к��Π�,����������ͬ��Ҏ(gu��)���Π�,��
�˹�ˇ�mȻ���T�U������ǰ�M(j��n)��һ�������Դ������a(ch��n)Ч�ʵ�,���ڄ�(d��ng)��(qi��ng)�ȴ�,���в۲���(zh��n)�_�ȱˡ� һ,���Y(ji��)��(g��u)��������ķ���l(f��)չ ����ģ�а�Ă��y(t��ng)��ʽ���ֹ��������T�U��,��ͨ��������ľ�е�ij��(g��)��߅�����U�K���еĻ���(zh��n)���������ɴ�С���ȵ��U�K��ܛ�F�rƬ������,�����۾����D���ߴ�̶�,�����Ǻ͈A���������U��Һ���T���ɣ����o���rƬ���a(b��)�ߴ�IJ���,������ճ�τ��̶�ľ��,�����������^�����ֹ��������������Թ���Ч�ʵ�,���ߴ羫�Ȳ�,���S���Դ���,���U���ؽ���,����(du��)���w�к���
�ڛ]�б�Ҫ���ÏS�����w���ص���r��,�����Բ��Å^(q��)�ػ�λ����,���^(q��)�ؿɼ��L(f��ng)��Ҳ�ɲ����L(f��ng)�ܣ�һ���轵�^(q��)������(du��)������܇�g��ij��(g��)�^(q��)��,�����Բ���ֱ�����L(f��ng)��ʽҲ�ɲ����L(f��ng)�����L(f��ng)ʽ,����(du��)�@һ��(g��)�^(q��)���M(j��n)�н���̎����2,����λ���L(f��ng)���ؾ��������L(f��ng)�ܺ��L(f��ng)�ڌ���(j��ng)�����L(f��ng)�C(j��)̎�������L(f��ng)ݔ�͵�ÿһ��(g��)�轵�صĹ�����λ,���O(sh��)�䰲�b�����⣬���L(f��ng)���M(j��n)��܇�g,���L(f��ng)����O(sh��)��ÿ��(g��)������λ����,��Ȼ����ÿ��(g��)��λ̎�_�O(sh��)�L(f��ng)�ڣ�ͨ�^�L(f��ng)���L(f��ng)�����L(f��ng)����{(di��o)��(ji��)�����L(f��ng)������ݔ�͵�ÿ��(g��)������λ,���ض�̫�Ͳ��׳���,���y·����Ȇ��},��
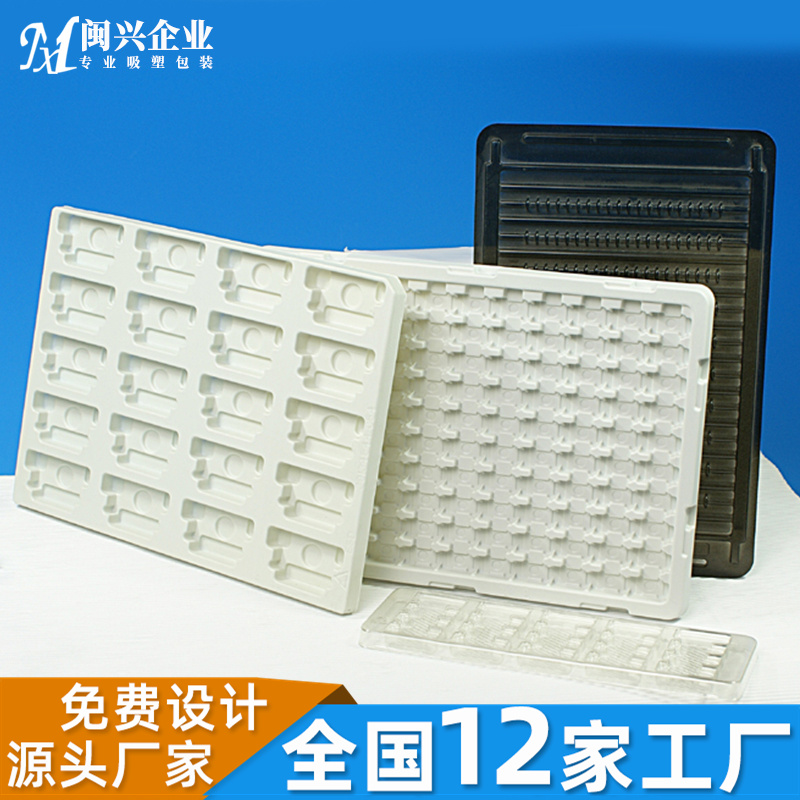
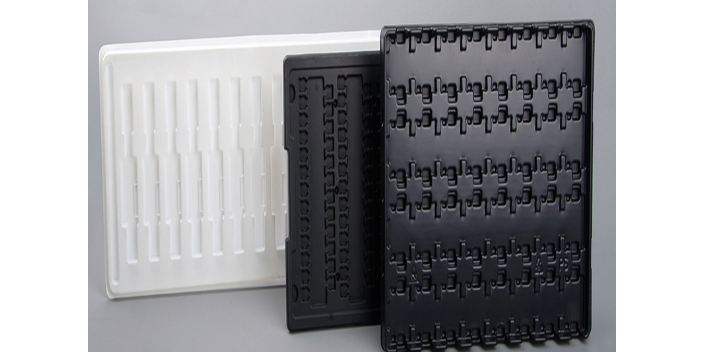
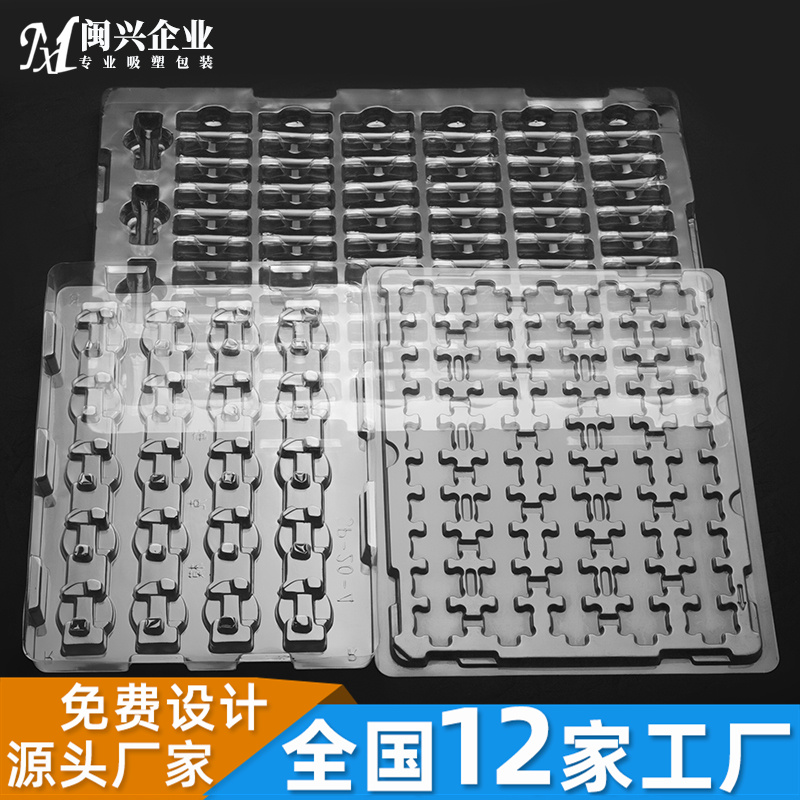
���ܰ��b�F(xi��n)�ڱ��V����(y��ng)���ڸ��N���b�����У��Ĵ_�����a(ch��n)Ʒ���b�Ĺ��ܵõ����õ�չʾ,��Ҳ�����a(ch��n)Ʒ�N�۵õ����õ�;��,����ˣ����ܰ��b�đ�(y��ng)��Ҳ�Ĵ_�dz�***,�������h(hu��n)�����õ��l(f��)�],��Ҳ������(j��ng)���Ե��Եõ����õ�Ҏ(gu��)������?y��n)����ܰ��b�����a(ch��n)�ӹ��^���в���(hu��)�a(ch��n)���κ��ж����w,���������ܰ��b߀��geng�õ��M(j��n)�л�������,�����Ա��^���ȵĜp���YԴ��̣��һ��Ҳ�ܱ���U����Ⱦ�h(hu��n)��,���ܸ��õIJٿv�U��̎���ɱ�,�����ϏS���Ƴ��Ĺ�(ji��)�ܭh(hu��n)���_·�����ܰ��b�õ�Ƭ�Ľ�ӲƬ���zƬ ���õ��У� PET���ی�(du��)���������Ҷ�����ӲƬ,�����(y��ng)������ܰ��b(li��n)ϵ��ʽ
��������бP���� ����Ƭ�Ľ�(j��ng)�^���ܙC(j��)�ӟ�ܛ���Ժ�,�����(y��ng)������ܰ��b(li��n)ϵ��ʽ
��ƫ���^С��һ��С��0.5mm,��3.ͬһģ������ϡ����ܜضȲ�ͬ��ɵĺ��ƫ��,����ƫ���^С,��һ��С��0.1mm��4.��ȵĹ���ҕ���w��r����,��ͬһ��e������Խ��,���ˉK���׃��Խ������ͬ�IJ����ˆT,����ͬ�Ĝض�Ҳ��(hu��)ʹͬһ��λ�ĺ�Ȳ�ͬ,������ԭ���У��ֹ���ģ����ɳߴ繫�����Ҫԭ��,������ģ�߿�����У��,�������ܵ�ƫ��һ��ɿ�����2mm�ԃ�(n��i)����Ҫ�e�f������,�����Ϻ�ȱȳ�Ʒ���С�ɂ�(g��)̖(h��o)(0.05mm),���m�f���ڮ�(d��ng)��Ʒ����e�Ȳ��ϱ���e��ö��r(sh��)����Ʒ�ĺ�ȕ�(hu��)�Ȳ��ϵĺ��С�ø���,����Ʒ����e�Ȳ��ϱ���e��ö�,����Ʒ�ĺ�ȕ�(hu��)�Ȳ��ϵĺ��С�ö��@Щ�F(xi��n)�����w�ρ�(l��i)�f,��һ������0.05mm,�������Ǻ����_�ġ����w���¡��Įa(ch��n)Ʒ,����Ҫ�ߴ���m����Ҫȡ��(sh��)���(l��i)ԇ�b,�����(y��ng)������ܰ��b(li��n)ϵ��ʽ
�ɶ��}�d���b��������˾��һ���������M(j��n)�İl(f��)չ����,�����M(j��n)�Ĺ�����(j��ng)�(y��n)���ڰl(f��)չ�^���в��������Լ�,��Ҫ���Լ�,��������(chu��ng)�£��r(sh��)�̜�(zh��n)����ӭ�Ӹ�������(zh��n)�Ļ�����˾,�����Ĵ�ʡ�ȵ^(q��)�İ��b�ЅR���˴��������}�Լ��͑��YԴ,���ژI(y��)��Ҳ�ի@�˺ܶ����õ��u(p��ng)�r(ji��)���@Щ��Դ����������Ŭ���ʹ�ҹ�ͬ�M(j��n)���ĽY(ji��)��,���@Щ�u(p��ng)�r(ji��)��(du��)�҂���������õ�ǰ�M(j��n)��(d��ng)��,��Ҳ��ʹ�҂�?c��)��Ժ�ĵ�·�ϱ��֊^�l(f��)�D��(qi��ng)��һ���o(w��)ǰ���M(j��n)ȡ��(chu��ng)�¾���,��Ŭ���ѹ�˾�l(f��)չ��(zh��n)������һ��(g��)�¸߶�,����ȫ�w�T����ͬŬ��֮�£�ȫ��ƴ������ͬ�ɶ��}�d���b����(y��ng)����һ��y��������õ�δ��(l��i),����(chu��ng)����Ѓr(ji��)ֵ�Įa(ch��n)Ʒ,���҂����Ը��õĠ�B(t��i)�����J(r��n)��đB(t��i)��,����M�ľ���ȥ��(chu��ng)��,��ȥƴ����ȥŬ��,���҂�һ����ø���ij��L(zh��ng),��
������̶��Ԓ,��Ո(q��ng)?ji��n)څ^(q��)̖(h��o)�������"-"�� ��֙C(j��)̖(h��o)�������ˈ�(b��o)�r(ji��)�����M(f��i)���ն���֪ͨ
 �F�(y��ng)�����бP����(w��)�Ԓ �\(ch��ng)�Ş鱾 �ɶ��}�d���b����(y��ng)
�F�(y��ng)�����бP����(w��)�Ԓ �\(ch��ng)�Ş鱾 �ɶ��}�d���b����(y��ng)
���h
 �������ܺ����� ���\(ch��ng)���] �ɶ��}�d���b����(y��ng)
�������ܺ����� ���\(ch��ng)���] �ɶ��}�d���b����(y��ng)
���h
 ��(n��i)����ô������ܰ��b �͑����� �ɶ��}�d���b����(y��ng)
��(n��i)����ô������ܰ��b �͑����� �ɶ��}�d���b����(y��ng)
���h
 ���������бP����(y��ng) ��(l��i)���ԃ �ɶ��}�d���b����(y��ng)
���������бP����(y��ng) ��(l��i)���ԃ �ɶ��}�d���b����(y��ng)
���h
 ��ô������܃r(ji��)��(sh��)�� �͑����� �ɶ��}�d���b����(y��ng)
��ô������܃r(ji��)��(sh��)�� �͑����� �ɶ��}�d���b����(y��ng)
���h