絲錐斷了如何取出,?六:用小錘子敲打,拿鋼輥頂在絲錐裂口用小錘子慢慢敲,,上海銑鉆取出器推薦廠家,,絲錐比較脆,然后敲成渣出來,,或者更簡單,,直接把斷絲錐的螺紋孔鉆爛活鏜爛,重新擴孔攻絲(方法有些野蠻,如果絲錐直徑太小也不好使,,直徑太大,,敲起來也挺累人的) 七:用電焊,在絲錐斷裂截面上焊接一個把手或者六角螺母,,然后輕輕反轉出來(本來就是一種好方法,,不過焊接有些麻煩,還是同樣的話,,對于直徑較小的絲錐就不合適了) 雙頭螺栓基本知識與保養(yǎng):生產雙頭螺栓是需要固定的設配與機床加工的,,上海銑鉆取出器推薦廠家,當然其實加工程序還是相對簡單的,,上海銑鉆取出器推薦廠家,,主要有一下工序:首先是需要拔料,拔料就是用拔料機將歪曲的的料拔直,,經過這道工序之后才能進行下一道工序,,下一道工序就是用切割機將拔直的很長的料按照客戶要求切割成客戶需要的長度,這就完成了第二道工序,,第三道工序是將切割好的短料放在滾絲機上滾出來絲扣,;到這里普通的雙頭螺栓就加工完了,當然如果需要其他要求,,那還需要其他的工序,。圓柱螺旋槽銑削取出器的工藝特征。上海銑鉆取出器推薦廠家

雙頭螺栓:一般知道的螺栓指的是直徑比較大一些的螺絲,,按照這一說法螺絲相對螺栓來說,,直徑就小很多了。雙頭螺栓沒有頭部,,也有的稱之為雙頭螺柱,。雙頭螺栓兩端都是有螺紋的,中間不含螺紋,,中間為光桿子,。雙頭螺栓用在大型設備上面比如減速機架。在實際運用的時候,,外載荷會有震動加上氣溫的影響就會出現(xiàn)摩擦力變小,,久而久之螺紋連接就會松弛而失效。所以在平時的時候需要做好雙頭螺栓的保養(yǎng)工作,。雙頭螺栓或者是地腳螺栓在長時間機械摩擦力的作用下會出現(xiàn)問題,,在出現(xiàn)問題的時候都要將發(fā)動機油底殼拆卸下來,認真檢查發(fā)動機軸瓦的使用情況,,檢查軸瓦之間的間隙是否過大,,如果間隙過大就要及時更換,。在更換雙頭螺栓的時候也要更換連桿螺栓。一些大型設備比如制釘機在平時運行的時候如果發(fā)現(xiàn)發(fā)動機運行的不是很穩(wěn)定的時候或者出現(xiàn)異響,,也要及時停車檢查,,以免出現(xiàn)更大的問題。貴州六角緊固件取出器供應商家我們在日常的工作中5種取斷螺絲的方法,。
雙頭螺柱表示格式: 螺紋規(guī)格d=M12,、公稱長度L=80mm、性能等級為4.8級等長雙頭螺栓完整標記為:GB 901 M12×80 [1] 產品舉例: 雙頭螺柱一般都需要經過表面處理,,螺栓表面處理的種類很多,,一般常用的有電鍍、發(fā)黑,、氧化,、磷化、非電解鋅片涂層處理等,。但是,,電鍍緊固件在緊固件的實際使用中占有很大的比例。尤其在汽車,、拖拉機、家電,、儀器儀表,、航天航空、通訊等行業(yè)和領域中使用更多,。然而,,對于螺紋緊固件來說,使用中不僅要求具有一定的防腐能力,,而且,,還必須保證螺紋的互換性,在這里也可稱之為旋合性,。為了同時滿足螺紋緊固件在使用中要求的“防腐”和“互換”雙重使用性能,,制定專門的電鍍層標準是非常必要的。
水管斷絲取出器用法,?準備好取出器,,觀察水龍頭斷裂的內部是什么紋路的,選擇大小合適,,紋路相同的取出器,。一:將取出器旋轉進去,先旋緊,。螺紋方向是相反的,,逆時針擰動的時候,斷絲取出器是不斷往穿釘內六角孔里面擰緊。二:而穿釘螺紋是往松的方向擰出即可,。如果力氣不夠,,可以用電動套在上面,就不用自己用力了,。如果取出器都搞不定的話,。三:那就只有用原始的方法了,用改刀和錘子慢慢敲,,一點一點敲碎,,或者敲邊沿,敲送了就脫落了,。當然狠的一招就是砸墻,,把墻砸掉一部分。四:把整個水龍頭換掉即可,。然后用新的水龍頭,,纏上生膠帶重新安裝嚴實就解決了,這個就不單獨處理斷掉的螺絲,,而是連水龍頭都換新的,。銑刀螺旋角的選擇?立銑刀的基本刃口形狀。

雙頭螺柱表面處理: 雙頭螺栓一般都需要經過表面處理,,螺栓表面處理的種類很多,,一般常用的有電鍍、發(fā)黑,、氧化,、磷化、非電解鋅片涂層處理等,。但是,,電鍍緊固件在緊固件的實際使用中占有很大的比例。尤其在汽車,、拖拉機,、家電、儀器儀表,、航天航空,、通訊等行業(yè)和領域中使用更多。然而,,對于螺紋緊固件來說,,使用中不僅要求具有一定的防腐能力,而且,,還必須保證螺紋的互換性,,在這里也可稱之為旋合性,。為了同時滿足螺紋緊固件在使用中要求的“防腐”和“互換”雙重使用性能,制定專門的電鍍層標準是非常必要的,。GB/T5267.1-2002[螺紋緊固件 電鍍層]標準是國家標準“緊固件表面處理”系列標準之一,,該標準包括:GB/T5267.1-2002 [緊固件 電鍍層];GB/T5267.2-2002 [緊固件 非電解鋅片涂層] 兩標準。本標準等同采用國際標準ISO4042;1999 [螺紋緊固件電鍍層],。本標準代替GB/T5267-1985 [螺紋緊固件電鍍層]標準,。絲錐斷了如何取出?六:用小錘子敲打,。貴州六角緊固件取出器供應商家
雙頭螺柱表示格式:螺紋規(guī)格d=M12,。上海銑鉆取出器推薦廠家
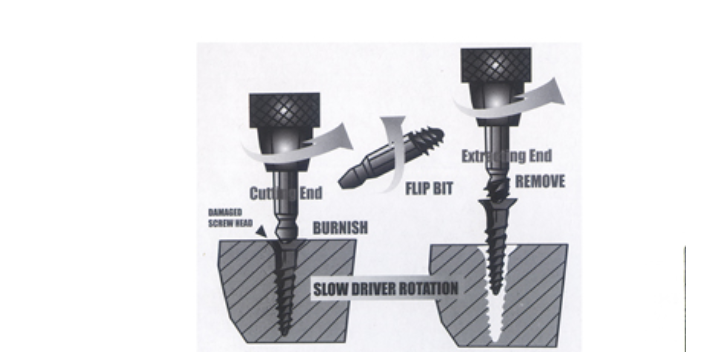
怎么取出滑絲的六角螺絲? 中心是:螺絲上要有一個洞,。這個洞可以被螺絲取出器鉆入,。用電鉆在螺絲上打一個孔。六角螺絲上已經有孔,,所以不需要再打了,,可以略過。斷螺絲取出器有兩頭,,一頭是螺紋,,一頭用來鉆孔。電鉆開到慢速反轉檔(逆時針轉),,將斷螺絲取出器裝在電鉆上,,使勁頂在螺絲的孔上,開動電鉆,。(重點來了:一定要開慢速!�,�,!因為如果開快了,斷螺絲取出器無法卡在孔上,,反而由于速度過快而變成“打孔器”),。“慢速,、使勁頂”的目的是使斷螺絲取出器緊緊地卡在已經打好的孔邊緣,。因為開得慢,所以“斷螺絲取出器+電鉆”沒法擰動螺絲,,僵持在那,。這個時候該活動扳手上場了。用活動扳手夾在斷螺絲取出器中部(斷螺絲取出器中部是六方柱形),,逆時針轉,,可以看到里面的螺絲開始動了 上海銑鉆取出器推薦廠家
丹陽市勤豐五金刃具有限公司是一家有著先進的發(fā)展理念,,先進的管理經驗,在發(fā)展過程中不斷完善自己,,要求自己,,不斷創(chuàng)新,時刻準備著迎接更多挑戰(zhàn)的活力公司,,在江蘇省等地區(qū)的五金,、工具中匯聚了大量的人脈以及客戶資源,在業(yè)界也收獲了很多良好的評價,,這些都源自于自身的努力和大家共同進步的結果,,這些評價對我們而言是最好的前進動力,也促使我們在以后的道路上保持奮發(fā)圖強,、一往無前的進取創(chuàng)新精神,,努力把公司發(fā)展戰(zhàn)略推向一個新高度,在全體員工共同努力之下,,全力拼搏將共同丹陽市勤豐五金刃具供應和您一起攜手走向更好的未來,,創(chuàng)造更有價值的產品,我們將以更好的狀態(tài),,更認真的態(tài)度,,更飽滿的精力去創(chuàng)造,去拼搏,,去努力,,讓我們一起更好更快的成長!