材料表面輪廓儀技術(shù)支持
關(guān)于三坐標(biāo)測量輪廓度及粗糙度三坐標(biāo)測量機(jī)是不能測量粗糙度的,,至于測量零件的表面輪廓,要視三坐標(biāo)的測量精度及零件表面輪廓度的要求了,如果你的三坐標(biāo)測量機(jī)精度比較高,但零件輪廓度要求不可,是可以用三坐標(biāo)來代替的,。一般三坐標(biāo)精度都在2-3um左右,而輪廓儀都在2um以內(nèi),還有就是三坐標(biāo)可以測量大尺寸零件的輪廓,,因?yàn)樗旋堥T式三坐標(biāo)和關(guān)節(jié)臂三坐標(biāo),而輪廓儀主要是用來測量一些小的精密零件輪廓尺寸的,,加上粗糙度模塊也可以測量粗糙度,。NanoX-8000的VSI/CSI:垂直分辨率 < 0.5nm ;準(zhǔn)確度<1% ,;重復(fù)性<0.1% (1σ,,10um臺階高)。材料表面輪廓儀技術(shù)支持

1.3.培訓(xùn)計(jì)劃在完成系統(tǒng)布線并開始設(shè)備安裝后,,即向甲方和業(yè)主介紹整個系統(tǒng)的概況及性能,、特點(diǎn)、設(shè)備布置情況和相互之間的關(guān)系等,,讓甲方和業(yè)主對整個系統(tǒng)有一個權(quán)面的認(rèn)識,。在整個系統(tǒng)驗(yàn)收前后,安排有關(guān)人員在進(jìn)行培訓(xùn),。1.4.培訓(xùn)形式公司指派技術(shù)人員向相關(guān)人員講解系統(tǒng)的原理,、功能,、操作及維修保養(yǎng)要點(diǎn);向受訓(xùn)學(xué)員提供和解釋有關(guān)設(shè)計(jì)文件及圖紙等資料,,使學(xué)員對系統(tǒng)的各個方面都能熟練掌握,;針對系統(tǒng)的具體操作一一指導(dǎo),使相關(guān)人員掌握技術(shù)要領(lǐng),;對學(xué)員提出的問題進(jìn)行詳細(xì)解答,;光電輪廓儀國內(nèi)用戶NanoX-8000主設(shè)備尺寸:1290(W)x1390(D)x2190(H) mm。
我們應(yīng)該如何正確使用輪廓儀,?一,、準(zhǔn)備工作1.測量前準(zhǔn)備。2.開啟電腦,、打開機(jī)器電源開關(guān),、檢查機(jī)器啟動是否正常。3.擦凈工件被測表面,。二,、測量1.將測針正確、平穩(wěn),、可靠地移動在工件被測表面上,。2.工件固定確認(rèn)工件不會出現(xiàn)松動或者其它因素導(dǎo)致測針與工件相撞的情況出現(xiàn)3.在儀器上設(shè)置所需的測量條件。4.開始測量,。測量過程中不可觸摸工件更不可人為震動桌子的情況產(chǎn)生,。5.測量完畢,根據(jù)圖紙對結(jié)果進(jìn)行分析,,標(biāo)出結(jié)果,,并保存、打印,。
輪廓儀的技術(shù)原理被測表面(光)與參考面(光)之間的光程差(高度差)形成干涉移相法(PSI)高度和干涉相位f=(2p/l)2h形貌高度:<120nm精度:<1nmRMS重復(fù)性:0.01nm垂直掃描法(VSI+CSI)精度:?/1000干涉信號~光程差位置形貌高度:nm-mm,精度:>2nm干涉測量技術(shù):快速靈活,、超納米精度、測量精度不受物鏡倍率影響以下來自網(wǎng)絡(luò):輪廓儀,,能描繪工件表面波度與粗糙度,,并給出其數(shù)值的儀器,采用精密氣浮導(dǎo)軌為直線基準(zhǔn),。輪廓測試儀是對物體的輪廓,、二維尺寸、二維位移進(jìn)行測試與檢驗(yàn)的儀器,,作為精密測量儀器在汽車制造和鐵路行業(yè)的應(yīng)用十分廣范,。視場范圍:560×750um(10×物鏡) 具體視場范圍取決于所配物鏡及 CCD 相機(jī) 。
輪廓儀,、粗糙度儀,、三坐標(biāo)的區(qū)別關(guān)于輪廓儀和粗糙度儀輪廓儀與粗糙度儀不是同一種產(chǎn)品,,輪廓儀主要功能是測量零件表面的輪廓形狀,比如:汽車零件中的溝槽的槽深,、槽寬,、倒角(包括倒角位置、倒角尺寸,、角度等),,圓柱表面素線的直線度等參數(shù)??傊?,輪廓儀反映的是零件的宏觀輪廓,。粗糙度儀的功能是測量零件表面的磨加工/精車加工工序的表面加工質(zhì)量,,通俗地講,就是零件表面加工得光不光(粗糙度老國標(biāo)叫光潔度),,即粗糙度反映的是零件加工表面的微觀情況,。關(guān)于三坐標(biāo)測量輪廓度及粗糙度三坐標(biāo)測量機(jī)是不能測量粗糙度的,至于測量零件的表面輪廓,,要視三坐標(biāo)的測量精度及零件表面輪廓度的要求了,,如果你的三坐標(biāo)測量機(jī)精度比較高,但零件輪廓度要求不可,,是可以用三坐標(biāo)來代替的,。一般三坐標(biāo)精度都在2-3um左右,而輪廓儀都在2um以內(nèi),,還有就是三坐標(biāo)可以測量大尺寸零件的輪廓,,因?yàn)樗旋堥T式三坐標(biāo)和關(guān)節(jié)臂三坐標(biāo),而輪廓儀主要是用來測量一些小的精密零件輪廓尺寸的,,加上粗糙度模塊也可以測量粗糙度,。輪廓儀在晶圓的IC封裝中的應(yīng)用。三維輪廓儀技術(shù)服務(wù)
包含了從納米到微米級別的輪廓,、線粗糙度,、面粗糙度等二維、三維參數(shù),,作為評定該物件是否合格的標(biāo)準(zhǔn),。材料表面輪廓儀技術(shù)支持
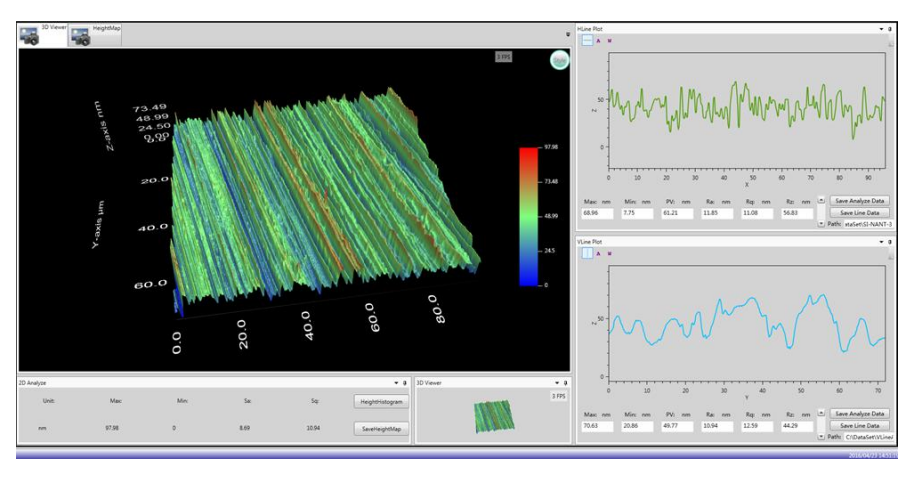
輪廓儀的自動拼接功能:條件:被測區(qū)域明顯大于視場的區(qū)域,使用自動圖片拼接,。需要點(diǎn)擊自動拼接,,輪廓儀會把移動路徑上的拍圖自動拼接起來。軟件會自適應(yīng)計(jì)算路徑上移動的偏差,,自動消除移動中偏差,,減小誤差,。但是誤差是一定存在的。白光輪廓儀的典型應(yīng)用:對各種產(chǎn)品,,不見和材料表面的平面度,,粗糙度,波溫度,,面型輪廓,,表面缺陷,磨損情況,,腐蝕情況,,孔隙間隙,臺階高度,,完全變形情況,,加工情況等表面形貌特征進(jìn)行測量和分析。材料表面輪廓儀技術(shù)支持
岱美儀器技術(shù)服務(wù)(上海)有限公司發(fā)展規(guī)模團(tuán)隊(duì)不斷壯大,,現(xiàn)有一支專業(yè)技術(shù)團(tuán)隊(duì),,各種專業(yè)設(shè)備齊全。EVG,Filmetrics,MicroSense,Herz,Herzan,Film Sense,Polyteknik,4D,Nanotronics,Subnano,Bruker,FSM,SHB是岱美儀器技術(shù)服務(wù)(上海)有限公司的主營品牌,,是專業(yè)的磁記錄,、半導(dǎo)體、光通訊生產(chǎn)及測試儀器的批發(fā),、進(jìn)出口,、傭金代理(拍賣除外)及其相關(guān)配套服務(wù),國際貿(mào)易,、轉(zhuǎn)口貿(mào)易,,商務(wù)信息咨詢服務(wù) 公司,擁有自己獨(dú)立的技術(shù)體系,。公司以用心服務(wù)為重點(diǎn)價值,,希望通過我們的專業(yè)水平和不懈努力,將磁記錄,、半導(dǎo)體,、光通訊生產(chǎn)及測試儀器的批發(fā)、進(jìn)出口,、傭金代理(拍賣除外)及其相關(guān)配套服務(wù),,國際貿(mào)易、轉(zhuǎn)口貿(mào)易,,商務(wù)信息咨詢服務(wù) 等業(yè)務(wù)進(jìn)行到底,。自公司成立以來,一直秉承“以質(zhì)量求生存,以信譽(yù)求發(fā)展”的經(jīng)營理念,,始終堅(jiān)持以客戶的需求和滿意為重點(diǎn),,為客戶提供良好的半導(dǎo)體工藝設(shè)備,半導(dǎo)體測量設(shè)備,,光刻機(jī) 鍵合機(jī),,膜厚測量儀,從而使公司不斷發(fā)展壯大,。
- 四川鍵合機(jī)廠家 2025-04-11
- 浙江實(shí)驗(yàn)室鍵合機(jī) 2025-04-11
- EVG540鍵合機(jī)免稅價格 2025-04-11
- 湖南電容位移傳感器供應(yīng)商 2025-04-11
- 內(nèi)蒙古鍵合機(jī)保修期多久 2025-04-11
- BONDSCALE鍵合機(jī)美元價 2025-04-11
- 浙江電容式電容位移傳感器供應(yīng)商推薦 2025-04-11
- 鍵合機(jī)技術(shù)支持 2025-04-11
- 青海美元報(bào)價鍵合機(jī) 2025-04-11
- 天津多功能晶圓缺陷檢測設(shè)備 2025-04-11
- 四川氧氣檢測儀生產(chǎn)廠家 2025-06-06
- 國外布魯克雙光子顯微鏡磷光壽命計(jì)數(shù) 2025-06-06
- 江西循環(huán)水壓力變送器產(chǎn)品介紹 2025-06-06
- 溫州美標(biāo)彎頭咨詢 2025-06-06
- 蘇州固定滑槽傾角計(jì)廠家直銷 2025-06-06
- 光譜儀廠家電話 2025-06-06
- 貴州通風(fēng)自力式詢問報(bào)價 2025-06-06
- 黔西南在線安全閥校檢機(jī)構(gòu) 2025-06-06
- 北京穩(wěn)定性高纖維直徑檢測設(shè)備哪里有 2025-06-06
- 湖北小型激光測距傳感器 2025-06-06