中國臺灣TOYO電動模組華東總代理
二、工作環(huán)境區(qū)分:高溫,、低溫、低噪、大負載,、高速、真空,、長壽命,。1.高溫:高溫環(huán)境要求使用耐高溫潤滑脂,高溫下不易氧化,,高溫下能正常工作,。普通螺桿的工作溫度相對較低,一般在90℃以內(nèi),,對重載和特殊高溫環(huán)境會選用,。2.低溫:用于西北、高原或特殊行業(yè),。它需要滿足一定的低溫要求,。低溫度可達-40℃~50℃。普通潤滑脂會直接結(jié)冰,,需要低溫潤滑脂,。3.低噪聲:特殊行業(yè)對噪聲敏感。除了使用精度更高的零件,,還可以使用油脂來幫助降低噪音,。4.重載:通常在重載條件下,,油膜強度較高。如果強度低,,容易斷裂,,會導(dǎo)致零件磨損,增加噪音,,降低產(chǎn)品壽命,。5.高速:高速工況下的普通潤滑脂容易被扔掉,導(dǎo)致摩擦部位潤滑不良,,噪音增大,,使用壽命降低,需要附著力更好的潤滑脂,。6.真空:真空環(huán)境下使用的潤滑脂需要滿足真空特性,,普通潤滑脂在真空環(huán)境下容易流出,需要特殊的真空潤滑脂,。7.壽命長:質(zhì)保期長,、終身免維護的產(chǎn)品需要長壽命潤滑脂。長壽命潤滑脂一般采用較好的基礎(chǔ)油,、抗氧抗磨添加劑,,并根據(jù)工況條件酌情增加防水防塵功能。在與人們生活息息相關(guān)的各種制造里,,都可以看到TOYO東佑達機械手技術(shù)活用的應(yīng)用范例,。中國臺灣TOYO電動模組華東總代理
TOYO
4.激光焊接TOYO模組激光焊接通過控制激光脈沖的寬度、能量,、峰值功率和重復(fù)頻率等參數(shù),,使工件熔化,形成特定的熔池,。其高精度定位和速度可由直線模組來完成,,TOYO模組采用滾珠絲桿具有速度快的特點;由于激光焊接機獨特的優(yōu)點,,已成功應(yīng)用于微,、小型零件的精密焊接中。5.打孔機TOYO模組打孔機將材料移動到自動打孔機攝像頭掃描區(qū)域,,攝像頭掃描到圖像之后進行處理并給控制部分信號,,控制部分收到信號之后,進一步的處理并控制傳動部分動作,,使沖頭在平面上的X軸,,Y軸走位,完成走位動作之后氣動部分開始工作,,電磁閥控制氣缸進行沖孔動作,。使用TOYO直線模組,,自動打孔機打印刷定位孔,整個動作一氣呵成,,快速,,準確,效率高,。6.樣本繪圖機TOYO模組樣本繪圖機產(chǎn)品在自動化行業(yè)使用,,實現(xiàn)機器代替人手繪圖的批量工作。繪圖機上的運動主要部件為直線模組,,TOYO模組精度高,,速度快,配合工程師的設(shè)備開發(fā),,有效控制對設(shè)備開發(fā)的附加成本,。智能東佑達機械手華東總代理東佑達TOYO多軸系列模組主要用途: 使用頻率高的組合方式包含龍門型、懸臂型,、十字型等多軸應(yīng)用,。
直線電機常見異常問題處理有四種情況一、驅(qū)動器參數(shù)未配置1.打開CDHD軟件,,可以看到軟件上方會出現(xiàn)故障提醒“未配置”的提示,。首先要確認驅(qū)動器內(nèi)是否有配置過電機參數(shù),通過先點擊配置-電機-從驅(qū)動器加載,,從而來查看。2.然后更改參數(shù)后未點擊左上角“COFIG”按鈕,。二,、霍爾斷線打開CDHD軟件,可以看到軟件右上方會出現(xiàn)故障提醒“Halls信號無效”的提示,。1.首先檢查霍爾線插頭是否有Pin針脫落的情況,。2.然后檢查驅(qū)動器側(cè)霍爾插頭是否插牢。3.打開CDHD軟件反饋界面,,使能手推動子監(jiān)控“霍爾信號類型”內(nèi)信號變化時序是否正常,。三、編碼器斷線打開軟件,,會看到右上方出現(xiàn)故障提醒“A/B斷線”的提示,。1.檢查讀數(shù)頭指示燈是否全程常亮藍色。2.檢查讀頭與編碼器中繼線的插頭是否緊鎖牢,。3.檢查驅(qū)動器側(cè)C4口插頭是否松脫,。4.使用無酒精的干凈無塵布清理光柵尺表面,擦拭前確認光柵尺表面無硬物防止擦拭過程中劃傷,。5.確認出現(xiàn)報警是否在固定位置,,如果位置固定需要檢查此位置的光柵尺是否有損壞或者油污,,還可以用無酒精的干凈無塵布清理讀頭直至常亮藍燈。四,,比較大限位誤差報警打開軟件,,會看到軟件右上方出現(xiàn)故障提醒“超出最大行程”的提示。
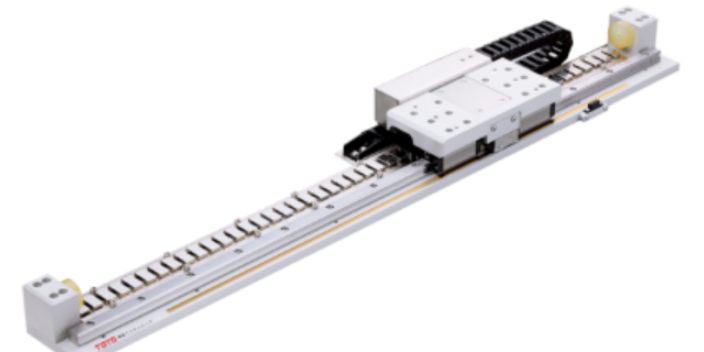
1,、PLC連接所有控制部工件到位的信號2,、PLC將轉(zhuǎn)臺到位信號傳給機器人,機器人通過視覺認知系統(tǒng)開始進行識別3,、識別OK,,視覺引導(dǎo)機器人開始對焊接好的管路進行抓取放置,重復(fù)此動作兩回4,、機器人完成取物動作,,開始向彎管送料機構(gòu)移動,到位發(fā)信號給PLC5,、PLC收到信號給送料機構(gòu)和轉(zhuǎn)臺,,轉(zhuǎn)臺旋轉(zhuǎn),送料機構(gòu)推動向機器人抓手處送出彎管,,抓手接觸彎管并卡緊7,、卡緊后機器人去移動抓取管接頭8、**的抓取機構(gòu)抓到管接頭,,機器人先進行粘膠移動9,、粘膠后**抓取機構(gòu)旋轉(zhuǎn)180°并開始與彎管下端部進行對接(同心)10、對接完成機器人開始識別待機焊接臺進行擦管,,**后發(fā)信號給PLC,,PLC給彎管固定機構(gòu)信號,夾爪鎖死彎管,,機器人松開移走11,、重復(fù)此取管、對接,、插管動作1次完成一個整個節(jié)拍12,、機器人發(fā)信號給PLC,PLC告知旋轉(zhuǎn)臺轉(zhuǎn)動TOYO直線模組,,重復(fù)定位精度±0.005mm,,采用滾珠絲桿和高剛鋁型材,具有精密度高和速度快的特點,。

電缸主要工作原理是將電機的回轉(zhuǎn)運動轉(zhuǎn)換為絲桿的直線往復(fù)運動,。電缸主要由絲桿、減速器、電機,、承載套筒等部分組成,。電機通過減速器將扭矩傳遞給絲桿,絲桿螺母做直線運動,。套筒一端與螺母固連,,另一端連接平臺。螺母做往復(fù)直線運動時,,套筒推動平臺同步做升降運動,。電缸根據(jù)電機的安裝位置,可分為兩種不同的類別,。當傳動絲桿的軸線與電機軸線在同一條直線時,,稱之為直線式電缸,此種電動缸結(jié)構(gòu)緊湊,、慣量小;而當兩條軸線平行時,,即為折返式電缸,基于這種機械結(jié)構(gòu),,此種類型的電動缸垂直尺寸較小,,提高空間利用率。電缸是一種模塊化產(chǎn)品,,極大程度滿足了系統(tǒng)對驅(qū)動力,、位移和速度的控制要求。一般情況下,,電缸裝配的電機均為直流伺服電機,,其優(yōu)勢在于增加了轉(zhuǎn)子位置檢測器,克服了傳統(tǒng)電刷和換向器帶來的種種限制,,運行過程中能夠?qū)崟r檢測轉(zhuǎn)子當前位置,,這在精度上有了很大優(yōu)勢。同時,,為了方便地將電機當前轉(zhuǎn)子位置實時反饋,,每款電動缸都裝配有一個編碼器﹐實現(xiàn)位置和速度的閉環(huán)控制,。TOYO將通過專業(yè)分工,、團隊協(xié)作,持續(xù)為客戶提供***的服務(wù),。工業(yè)TOYO有鐵芯線性馬達機械手功能
TOYO模組具有垂直和水平多種方式安裝,。中國臺灣TOYO電動模組華東總代理
直線模組與直線電機既有區(qū)別,又有聯(lián)系,。它們都屬于自動化傳動元件,,能夠?qū)崿F(xiàn)直線運動,都是將各種零部件裝配在鋁型材上,,外觀上看起來差不多,。 1,、直線運動原理的區(qū)別 雖然外觀差不多,但直線運動原理是不一樣的,,直線電機是電能直接轉(zhuǎn)化成機械能,,不需要中間機構(gòu)就實現(xiàn)直線運動,而直線模組則需要借助滾珠絲桿或皮帶將曲線運動轉(zhuǎn)化成直線運動,。 2,、精度的區(qū)別 直線電機比直線模組精度高,直線電機結(jié)構(gòu)簡單,,不需要經(jīng)過中間轉(zhuǎn)換機構(gòu)而直接產(chǎn)生直線運動,,運動慣量減少,動態(tài)響應(yīng)性能和定位精度提高,,直線電機精度可達到,,而直線模組精度一般在左右。3,、速度的區(qū)別 在速度方面直線電機具有相當大的優(yōu)勢,。直線電機的速度為300m/min;加速度為10g。滾珠絲桿的速度為120 m/min,。,。從動態(tài)響應(yīng)來講直線電機因運動慣量和間隙以及機構(gòu)復(fù)雜性等問題而占有優(yōu)勢。 在速度控制方面,,直線電機響應(yīng)更快,,調(diào)速范圍更寬,達1:10000,,可以在啟動瞬間達到最高轉(zhuǎn)速,,而且在高速運行時能迅速停止。 4,、噪音的區(qū)別 直線電機比直線模組噪音小,,因為直線電機不存在離心力的約束,運動時無機械接觸,,也就無摩擦和噪聲,。中國臺灣TOYO電動模組華東總代理
- 智能TOYO軸棒式線性馬達機械手總代理 2025-05-04
- YAMAHA直交機器人供應(yīng) 2025-05-04
- 高精度東佑達無塵滑臺總代理 2025-05-04
- 高精度TOYO東佑達螺桿型直交機械手產(chǎn)品手冊 2025-05-04
- 自動化東佑達電動缸產(chǎn)品手冊 2025-05-04
- 工業(yè)東佑達機械手總代理 2025-05-04
- 自動化TOYO絲桿直供 2025-05-04
- 中國臺灣東佑達有鐵芯線性馬達機械手產(chǎn)品手冊 2025-05-04
- 高精度TOYO中空旋轉(zhuǎn)平臺型號 2025-05-04
- 自動化東佑達電動缸型號 2025-05-04
- 安徽大殼沖壓設(shè)備 2025-05-05
- 江蘇小型履帶排爆機器人銷售 2025-05-05
- 中山家庭恒溫泳池供應(yīng)商家 2025-05-05
- 廣州F8中效過濾器 2025-05-05
- 寧夏阿特拉斯螺桿空壓機價格多少 2025-05-05
- 南通直角齒輪箱 2025-05-05
- 貴州勞技桌空中成像多功能桌擺 2025-05-05
- 遼寧風(fēng)冷無油靜音空壓機多少錢 2025-05-05
- 廣州TBI導(dǎo)軌代理商 2025-05-05
- 陜西鉚接設(shè)備 2025-05-05