梅州三軸機構(gòu)
廚具定制風(fēng)靡當(dāng)下,,消費者追求獨特設(shè)計與優(yōu)越品質(zhì),,三軸數(shù)控將細膩工藝完美融入,。以定制不銹鋼鍋具為例,鍋體,、鍋蓋造型各異,手柄銜接處工藝復(fù)雜,。三軸數(shù)控機床先精細車削出鍋體圓潤外形,,把控壁厚均勻;銑削鍋蓋邊緣與透氣孔,,光滑無毛刺,;加工手柄時,細致雕琢曲線與凹槽,,契合人體工程學(xué),,握感舒適。數(shù)控系統(tǒng)依不銹鋼特性優(yōu)化進給,、轉(zhuǎn)速,,搭配特殊冷卻,避免變色,、變形,;再通過激光蝕刻,為廚具添上精美品牌標(biāo)識,,經(jīng)三軸數(shù)控雕琢的定制廚具,,從廚房走進藝術(shù)殿堂,提升烹飪幸福感,。

工業(yè)模具是制造業(yè)批量生產(chǎn)的 “母版”,,市場競爭促使模具快速迭代,,三軸數(shù)控成為賦能利器。傳統(tǒng)模具制造流程冗長,,修改不便,;如今借助三軸數(shù)控,效率大幅躍升,。設(shè)計調(diào)整后,,數(shù)控系統(tǒng)迅速解析新模型數(shù)據(jù),指揮機床切削,。例如注塑模具改款,,三軸數(shù)控精細銑削型腔、型芯,,微調(diào)復(fù)雜曲面,,確保塑料產(chǎn)品更新?lián)Q代后的契合度;沖壓模具優(yōu)化時,,高效車削,、銑削刃口,,修正間隙,讓板材沖壓效果立竿見影,。搭配自動化檢測設(shè)備,,實時反饋加工精度,邊加工邊調(diào)整,,加速模具從設(shè)計到成品的進程,,助力企業(yè)搶得市場先機。
在工藝品雕刻領(lǐng)域,三軸數(shù)控為藝術(shù)創(chuàng)作帶來了新的呈現(xiàn)方式,。無論是木雕,、玉雕還是金屬雕刻,三軸數(shù)控機床能夠?qū)⑺囆g(shù)家的創(chuàng)意精細地轉(zhuǎn)化為實物作品,。它可以根據(jù)設(shè)計圖案,,在 X、Y,、Z 軸的三維空間內(nèi),,精確控制雕刻刀具的運動路徑和深度,實現(xiàn)細膩的線條刻畫,、精美的圖案雕琢以及逼真的立體造型塑造,。例如,在木雕創(chuàng)作中,,對于傳統(tǒng)手工難以完成的復(fù)雜鏤空圖案和精細紋理,,三軸數(shù)控能夠輕松實現(xiàn),并且可以通過調(diào)整刀具的轉(zhuǎn)速和進給速度,,模擬出不同的雕刻風(fēng)格,,如細膩的陰刻、粗獷的浮雕等,。在玉雕加工中,,利用其高精度的定位和控制能力,避免對珍貴玉石材料的浪費,,比較大限度地展現(xiàn)玉石的天然美感和雕刻藝術(shù)的魅力,。這種數(shù)字化的雕刻方式不僅提高了工藝品的制作效率和精度,,還為傳統(tǒng)雕刻藝術(shù)注入了新的活力,,拓展了藝術(shù)創(chuàng)作的邊界。
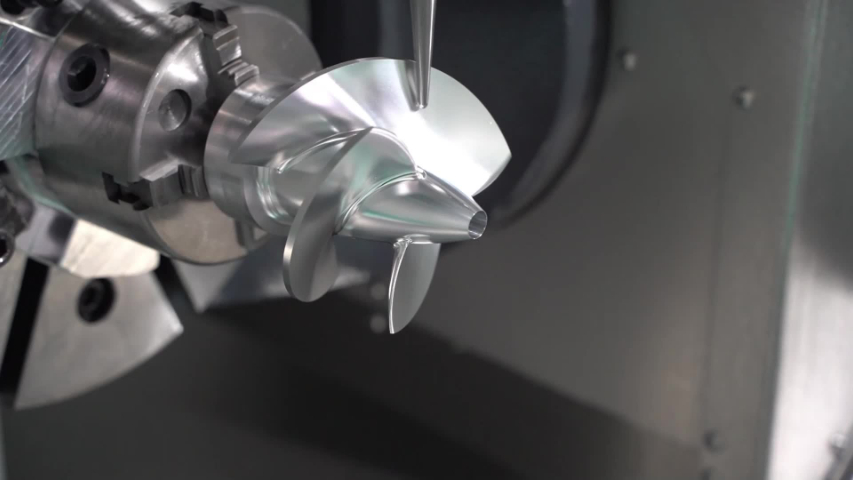
航空發(fā)動機燃油噴嘴是燃燒系統(tǒng)的中心部件,,工況復(fù)雜,、精度要求近乎苛刻,,三軸數(shù)控發(fā)揮著關(guān)鍵作用。噴嘴內(nèi)部的微小噴油孔,、復(fù)雜流道,,需保證尺寸精度與表面光潔度,以實現(xiàn)燃油精細霧化噴射,。三軸數(shù)控機床采用超細晶粒硬質(zhì)合金刀具,,在高轉(zhuǎn)速、低進給模式下,,小心翼翼地銑削流道輪廓,,借助先進數(shù)控系統(tǒng)的微秒級運算,精細控制刀具在三維空間的位移,;同時,,運用微量潤滑與高壓冷卻技術(shù),帶走切削熱,、沖走切屑,,防止堵塞,確保燃油噴嘴性能優(yōu)越,,為航空發(fā)動機高效燃燒,、穩(wěn)定運行奠定基礎(chǔ)。車銑復(fù)合利用三軸數(shù)控,,依工件設(shè)計靈活切換車削,、銑削模式,高效加工,。
三軸數(shù)控與增材制造攜手,,催生全新的制造協(xié)同模式,拓展了工藝邊界,。增材制造擅長快速構(gòu)建復(fù)雜雛形,,但成型件精度欠佳、表面粗糙,;三軸數(shù)控恰好補齊短板,。以定制化的金屬義齒生產(chǎn)為例,先通過增材制造打印出牙冠的大致形狀,,雖有精度瑕疵,,卻大幅節(jié)省前期塑形時間;后續(xù)三軸數(shù)控閃亮登場,,精細銑削,、車削加工,修正外形,、打磨表面,,讓義齒貼合口腔生理結(jié)構(gòu),,尺寸精細、表面光潔,。二者結(jié)合,,既縮短生產(chǎn)周期,又滿足個性化醫(yī)療需求,;還延伸至航空異形構(gòu)件,、模具修復(fù)等領(lǐng)域,為制造業(yè)創(chuàng)新注入強勁動力,。
車銑復(fù)合時,,三軸數(shù)控實時監(jiān)測機床狀態(tài),預(yù)防車銑加工異常發(fā)生,。梅州三軸機構(gòu)
三軸數(shù)控加工過程中,,誤差補償技術(shù)對于提高加工精度起著關(guān)鍵作用。誤差來源主要包括機床的幾何誤差,、熱變形誤差,、刀具磨損誤差等。對于機床的幾何誤差,,如絲杠的螺距誤差,、導(dǎo)軌的直線度誤差等,可以通過激光干涉儀等測量設(shè)備進行精確測量,,然后將測量數(shù)據(jù)輸入到數(shù)控系統(tǒng)中,,利用誤差補償功能對刀具的運動軌跡進行修正。例如,,當(dāng)檢測到 Z 軸絲杠存在螺距誤差時,,數(shù)控系統(tǒng)會根據(jù)誤差值在相應(yīng)位置調(diào)整刀具的 Z 軸坐標(biāo),使加工出的零件在高度方向上的尺寸更加準確,。熱變形誤差則可通過在機床關(guān)鍵部位安裝溫度傳感器,,實時監(jiān)測溫度變化,根據(jù)熱變形模型對加工參數(shù)進行動態(tài)調(diào)整,。對于刀具磨損誤差,,利用刀具監(jiān)測系統(tǒng)實時監(jiān)控刀具的磨損情況,當(dāng)磨損量達到一定程度時,,數(shù)控系統(tǒng)自動調(diào)整刀具補償值或提示更換刀具,,從而有效減少各種誤差對加工精度的影響,確保三軸數(shù)控加工出的零件符合高精度標(biāo)準。
- 河源什么是三軸加工 2025-06-12
- 珠海三軸價格 2025-06-12
- 汕尾京雕三軸車床 2025-06-12
- 廣州三軸教育機構(gòu) 2025-06-12
- 廣州數(shù)控三軸價格 2025-06-12
- 廣州調(diào)機三軸價格 2025-06-12
- 韶關(guān)數(shù)控三軸培訓(xùn) 2025-06-12
- 肇慶編程三軸教育機構(gòu) 2025-06-12
- 廣州三軸一體機 2025-06-12
- 中山什么是三軸一體機 2025-06-12
- 超詳細的學(xué)車九洲駕培 2025-06-13
- 專升本英語考試大綱要求 2025-06-13
- 正規(guī)高處作業(yè)技術(shù)指導(dǎo) 2025-06-13
- 成考專升本英語四級要求 2025-06-13
- 揭陽國家公務(wù)員考試機構(gòu) 2025-06-13
- 上海楊浦轉(zhuǎn)學(xué)咨詢 2025-06-13
- 中國去芬蘭留學(xué)途徑 2025-06-13
- 上海消防出擊培訓(xùn)教程 2025-06-13
- 上海五級消防培訓(xùn)內(nèi)容有哪些 2025-06-13
- 獅鷲AI留學(xué)時間規(guī)劃 2025-06-13