內(nèi)蒙古附近不銹鋼制管機哪里有
伺服驅(qū)動技術(shù)的優(yōu)勢與應(yīng)用:伺服驅(qū)動技術(shù)在不銹鋼制管機中的應(yīng)用,*提升了設(shè)備的運動精度和響應(yīng)速度,。在送料環(huán)節(jié),,伺服電機能夠精確控制不銹鋼帶材的送料速度和長度,送料長度精度可達 ±0.1mm,,有效避免了因送料不準確導(dǎo)致的管材尺寸偏差,。在軋輥驅(qū)動方面,伺服電機可實現(xiàn)對軋輥轉(zhuǎn)速和轉(zhuǎn)向的精細控制,,使軋輥在成型過程中能夠根據(jù)管材的材質(zhì)和規(guī)格要求,,提供穩(wěn)定且精確的軋制力。例如,,在生產(chǎn)薄壁不銹鋼管(壁厚≤0.8mm)時,,伺服驅(qū)動的軋輥能夠精確控制軋制力,避免因軋制力過大導(dǎo)致管材破裂或變形,,確保薄壁管的成型質(zhì)量,。同時,伺服驅(qū)動系統(tǒng)響應(yīng)速度快,,從接收到控制信號到執(zhí)行動作的時間可縮短至 0.05s 以內(nèi),,提高了設(shè)備對生產(chǎn)過程變化的響應(yīng)能力。不銹鋼制管機集成報警系統(tǒng),,異常情況及時預(yù)警,,保障生產(chǎn)。內(nèi)蒙古附近不銹鋼制管機哪里有

高精度成型突破:隨著各行業(yè)對管材要求的攀升,,制管機在高精度成型技術(shù)上不斷突破,。一方面,采用更精密的模具加工工藝,,運用五軸聯(lián)動加工中心等設(shè)備,,將模具制造公差控制在極小范圍,比如 ±0.01mm 以內(nèi),,使管材成型更加準確,。另一方面,在成型過程中引入激光測量技術(shù),實時監(jiān)測管材的管徑,、圓度等尺寸,,一旦出現(xiàn)偏差,系統(tǒng)立即微調(diào)成型輥輪位置,,保證管材尺寸精度,。以生產(chǎn)航空航天用的超精密管材為例,制管機通過這些技術(shù),,能將管徑公差穩(wěn)定控制在 ±0.03mm 以內(nèi),,圓度誤差小于 0.02mm,滿足領(lǐng)域?qū)懿母呔鹊膰揽列枨?,助力相關(guān)產(chǎn)業(yè)技術(shù)升級,。云浮哪些不銹鋼制管機聯(lián)系人不銹鋼制管機通過結(jié)構(gòu)優(yōu)化,降低設(shè)備能耗,,實現(xiàn)節(jié)能生產(chǎn),。

高頻焊接技術(shù)在制管機中的應(yīng)用:高頻焊接是不銹鋼制管機的關(guān)鍵環(huán)節(jié),其借助電磁感應(yīng)原理,,將鋼帶邊緣迅速加熱至熔融狀態(tài),,隨后通過擠壓輥使其融合形成焊縫。此技術(shù)的優(yōu)勢在于焊接速度極快,,可達 60m/min,,極大提高了生產(chǎn)效率;熱影響區(qū)小,,能很大程度保持管材原有性能,;焊縫強度高,可滿足多種工程需求,。先進的設(shè)備還配備了閉環(huán)反饋系統(tǒng),,該系統(tǒng)能實時監(jiān)測焊接電流與溫度,確保焊縫質(zhì)量完全符合 ASTM,、EN 等國際標準,。例如,在制造石油輸送管道時,,高質(zhì)量的焊縫能保證管道在長期高壓,、腐蝕環(huán)境下安全運行。
不銹鋼制管機維護保養(yǎng)要點詳解:定期對不銹鋼制管機進行維護保養(yǎng),,能延長設(shè)備使用壽命,,保證設(shè)備正常運行與生產(chǎn)效率。在日常維護方面,,每天工作結(jié)束后,,需對設(shè)備進行清潔,,清掃設(shè)備表面的灰塵、油污以及生產(chǎn)過程中殘留的金屬屑等雜質(zhì),,防止這些雜質(zhì)對設(shè)備造成腐蝕與磨損,。定期檢查設(shè)備的潤滑系統(tǒng),確保各潤滑點得到充分潤滑,,減少機械部件之間的摩擦與磨損,。對于關(guān)鍵部件,如模具,、輥輪等,,需定期檢查其磨損情況,及時更換磨損嚴重的部件,,以保證管材的成型質(zhì)量,。在定期保養(yǎng)方面,每隔一定時間,,需對設(shè)備的電氣系統(tǒng)進行檢查,包括線路連接是否松動,、電氣元件是否損壞等,。同時,對設(shè)備的傳動系統(tǒng)進行檢修,,調(diào)整皮帶,、鏈條的張緊度,檢查齒輪的嚙合情況,。通過科學(xué),、規(guī)范的維護保養(yǎng),能有效降低設(shè)備的故障率,,提高設(shè)備的可靠性與穩(wěn)定性,。某制管企業(yè)通過嚴格執(zhí)行維護保養(yǎng)制度,設(shè)備故障率降低了 40%,,設(shè)備使用壽命延長了 20%,。緊湊型布局不銹鋼制管機優(yōu)化空間,提高車間場地使用率,。
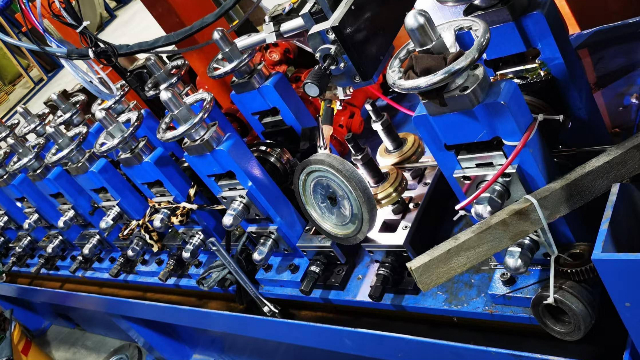
成型系統(tǒng)的技術(shù)解析:成型系統(tǒng)由多組軋輥模具組成,,通過漸進式軋制將不銹鋼帶材卷成管狀。典型配置為 12-16 組軋輥,,前 8 組完成圓管成型,,后 4 組進行方管 / 矩形管整形。軋輥材料采用 Cr12MoV(硬度 58-62HRC),,表面經(jīng) TD 處理(滲碳化物層,,厚度 5-8μm),,耐磨壽命達 50 萬次以上。例如,,201 不銹鋼圓管成型時,,軋輥間隙需按管徑的 1.05 倍設(shè)置,避免過度擠壓導(dǎo)致表面劃傷,。焊接系統(tǒng)的關(guān)鍵技術(shù):不銹鋼制管機常用焊接工藝包括高頻感應(yīng)焊(HFIW) 和TIG 焊(鎢極氬弧焊),。高頻焊速度快(20-50m/min),適用于大批量工業(yè)管(如流體輸送管),,焊縫熱影響區(qū)≤0.5mm,;TIG 焊精度高(焊縫寬度 ±0.1mm),適用于食品級管道(如 316L 不銹鋼啤酒管道),,需配備氬氣保護(純度≥99.99%),,焊接電流 100-150A,電壓 12-18V,。不銹鋼制管機實時數(shù)據(jù)監(jiān)測,,反饋生產(chǎn)狀況,助力生產(chǎn)優(yōu)化,。茂名哪些不銹鋼制管機廠家電話
化工管道用不銹鋼制管機生產(chǎn)管材耐酸堿,,適應(yīng)化工環(huán)境。內(nèi)蒙古附近不銹鋼制管機哪里有
制管機的技術(shù)參數(shù)范圍:主流機型參數(shù)如下:-管徑范圍:φ6-φ630mm-壁厚范圍:0.3-8.0mm-生產(chǎn)速度:5-50m/min(依管徑壁厚調(diào)整)-功率:30-200kW-控制精度:管徑±0.05mm,,壁厚±0.03mm例如,,生產(chǎn)φ114mm×3.0mm的316L不銹鋼工業(yè)管,需選用功率100kW機型,,速度12m/min,,配備在線測厚儀(精度±0.01mm)。食品級不銹鋼管的生產(chǎn)工藝:食品行業(yè)用管(如304/316L)需滿足衛(wèi)生級標準,,制管過程要求:1.焊接采用內(nèi)焊道整平技術(shù)(余高≤0.1mm),,避免介質(zhì)殘留;2.表面進行電解拋光(粗糙度Ra≤0.4μm),,鈍化處理(Cr6+含量≤0.01%),;3.在線渦流探傷(檢測靈敏度≥0.3mm缺陷)。例如,,乳制品生產(chǎn)線用管(φ38mm×1.5mm),,需通過FDA認證,耐壓測試≥1.6MPa,,無泄漏,。內(nèi)蒙古附近不銹鋼制管機哪里有
- 珠海國內(nèi)不銹鋼制管機哪里有 2025-06-17
- 內(nèi)蒙古附近不銹鋼制管機哪里有 2025-06-17
- 深圳省電不銹鋼制管機哪家好 2025-06-17
- 汕尾哪些不銹鋼制管機廠家直銷 2025-06-17
- 河北特種不銹鋼制管機怎么樣 2025-06-17
- 韶關(guān)哪些不銹鋼制管機哪里買 2025-06-17
- 汕尾特種不銹鋼制管機哪家強 2025-06-17
- 潮州省電不銹鋼制管機哪里買 2025-06-17
- 江蘇直銷焊管機 2025-06-16
- 江門新款不銹鋼制管機產(chǎn)品介紹 2025-06-16
- 甘肅電動推桿 2025-06-17
- 附近哪里有壓鑄島自動化產(chǎn)品選擇 2025-06-17
- 蘇州大型純水設(shè)備 2025-06-17
- 福建鋁屑壓塊機設(shè)備 2025-06-17
- 紹興冷沖模具訂做價格 2025-06-17
- 甘肅拼接式兔籠飼養(yǎng)籠具技術(shù)咨詢 2025-06-17
- 寧夏防爆冷凍設(shè)備市場報價 2025-06-17
- 河南太陽能光伏行業(yè)用旭有超純閥門現(xiàn)貨 2025-06-17
- 浙江立體美觀的移動空調(diào)降溫速度快 2025-06-17
- 紹興電流熱保護器設(shè)備 2025-06-17