遼寧工業(yè)機(jī)器人力控系統(tǒng)廠家
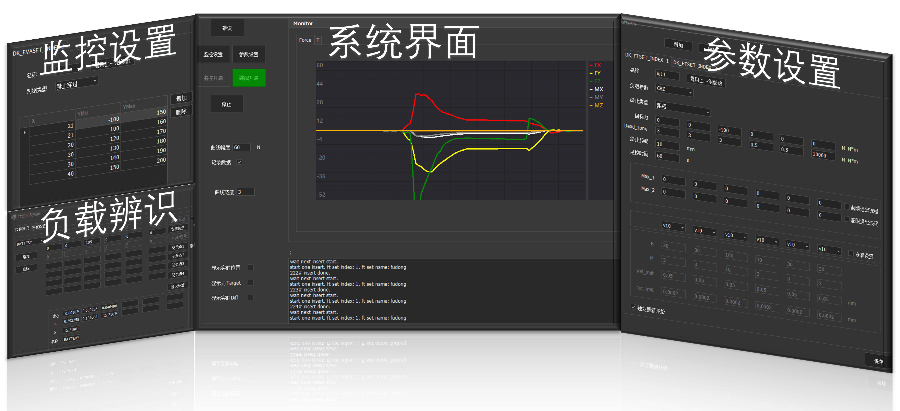
鑒于線束種類繁多,,接口及受力面各不相同,,不同種類的線束所需的力控參數(shù)也存在差異,因此必須對(duì)每類線束進(jìn)行單獨(dú)的力控參數(shù)設(shè)置,。在接口裝配環(huán)節(jié),,達(dá)寬力控系統(tǒng)能夠通過精細(xì)調(diào)整機(jī)器人的位置與姿態(tài),有效降低外力干擾,。通過觀察提供的GIF動(dòng)畫,,我們可清晰看到達(dá)寬力控系統(tǒng)界面中六維力曲線的實(shí)時(shí)變化情況,除FX方向外,,其余方向的力均被有效抵消,。為防止接口因受力過大而損壞,需確保機(jī)器人施加的力處于安全閾值范圍內(nèi),,為此可引入力超限報(bào)警機(jī)制,。達(dá)寬科技的柔性力控系統(tǒng)充分考慮了不同線束接口的工藝差異,設(shè)計(jì)了靈活的報(bào)警功能,,允許在每個(gè)監(jiān)測(cè)方向上設(shè)定兩級(jí)報(bào)警閾值,,以增強(qiáng)報(bào)警功能的適應(yīng)性。此外,,還設(shè)置了裝配時(shí)間超時(shí)報(bào)警,,避免機(jī)器人在裝配失敗且力處于安全閾值內(nèi)時(shí),因裝配時(shí)間過長而引發(fā)問題,。同時(shí),,系統(tǒng)具備超限自動(dòng)退出功能,一旦監(jiān)測(cè)到力超出預(yù)設(shè)安全值或裝配時(shí)間超時(shí),,系統(tǒng)便會(huì)立即發(fā)出警報(bào)并自動(dòng)終止裝配流程,,從而保護(hù)接口安全,并及時(shí)提醒相關(guān)工作人員,。汽車線束裝配是連接不同電氣設(shè)備電纜的關(guān)鍵環(huán)節(jié),。達(dá)寬力控系統(tǒng)能讓PCBA的每個(gè)連接點(diǎn)達(dá)到高標(biāo)準(zhǔn)的質(zhì)量要求。遼寧工業(yè)機(jī)器人力控系統(tǒng)廠家
使用達(dá)寬平臺(tái)級(jí)力控大腦進(jìn)行機(jī)器人座椅熨燙的詳細(xì)流程為以下幾個(gè)步驟:
1.配置型號(hào),、品牌在達(dá)寬力控系統(tǒng)中設(shè)置Fanuc機(jī)器人和新松機(jī)器人的IP地址,、選擇補(bǔ)償類型、確定傳感器品牌,、選擇傳感器Com口并設(shè)置參數(shù),。2.設(shè)定受力坐標(biāo)系根據(jù)傳感器受力面的中心新建工具坐標(biāo)系,在示教器上切換到該坐標(biāo)系,。3.負(fù)載辨識(shí)在達(dá)寬力控系統(tǒng)中,,根據(jù)該坐標(biāo)系對(duì)力傳感器末端的工裝和熨斗進(jìn)行負(fù)載辨識(shí)以并設(shè)置相關(guān)參數(shù),通過程序計(jì)算出末端的重心,、質(zhì)量等參數(shù),。4.設(shè)定工藝參數(shù)根據(jù)座椅和實(shí)際工況,,在達(dá)寬力控系統(tǒng)中的力控參數(shù)設(shè)置界面對(duì)距離、力,、時(shí)間,、達(dá)到距離后力、達(dá)到力后時(shí)間等參數(shù)進(jìn)行設(shè)置,。5.啟動(dòng)示例程序在機(jī)器人示教器程序按照模版編寫好座椅熨燙的程序之后,,開啟軟件系統(tǒng),運(yùn)行機(jī)器人程序,,觀察力控調(diào)整結(jié)果,。 河南高精度力控系統(tǒng)軟件達(dá)寬科技的座椅熨燙系統(tǒng),使用自研的柔性力控系統(tǒng)軟件,,簡化了操作流程。

在工業(yè)自動(dòng)化的浪潮中,,機(jī)器人裝配行星齒輪是一項(xiàng)極具挑戰(zhàn)性的任務(wù),。這項(xiàng)任務(wù)不僅要求機(jī)器人具備高度的精度和靈活性,還需要能夠適應(yīng)復(fù)雜多變的工作環(huán)境,。傳統(tǒng)的人工裝配行星齒輪受到操作員技術(shù)水平,、體力和注意力等因素的限制,而機(jī)器人在精確控制力度和位置方面仍存在不足,,因此力控技術(shù)的引入顯得尤為重要,。力控技術(shù)讓機(jī)器人能夠在高精度、高速度的條件下,,完成復(fù)雜的齒輪裝配任務(wù),,減少人為干預(yù),提高生產(chǎn)效率和產(chǎn)品質(zhì)量,。達(dá)寬科技的柔性力控系統(tǒng)已成功落地多家頭部汽車,、機(jī)械零部件廠家,助力其精密裝配齒輪過程的自動(dòng)化,、智能化,、數(shù)字化改造。
我們將以ABB工業(yè)機(jī)器人為例,,介紹如何基于達(dá)寬平臺(tái)級(jí)力控大腦裝配服務(wù)器的多種線束,。首先,使用工具坐標(biāo)系精確示教多個(gè)線束接口和多個(gè)服務(wù)器接口的對(duì)應(yīng)初始位置,。我們注意到,,該服務(wù)器有多種規(guī)格的接口,我們演示了HDMI,、USB,、電源和網(wǎng)線的裝配,,這四種線束是不同的接口,線束粗細(xì)也不同,。使用工裝夾持線束接口,,分別到達(dá)指定點(diǎn)位。面對(duì)這種裝配過程中的微小偏差和不規(guī)則性,,達(dá)寬力控系統(tǒng)采用了基于柔性力控的自適應(yīng)補(bǔ)償技術(shù),。這項(xiàng)技術(shù)利用六維力傳感器實(shí)時(shí)監(jiān)測(cè)力的微小變化,并控制機(jī)器人實(shí)時(shí)微調(diào)其位置和姿態(tài),,在特定方向上減少力,,從而讓接口能夠準(zhǔn)確對(duì)接。在制造業(yè)中,,力控系統(tǒng)可以幫助機(jī)器人用于精密裝配,、打磨、檢測(cè)等任務(wù),,它們能夠保證產(chǎn)品質(zhì)量和生產(chǎn)效率,。

利用達(dá)寬平臺(tái)級(jí)力控大腦進(jìn)行機(jī)器人座椅熨燙的詳細(xì)流程如下:配置機(jī)器人信息:在達(dá)寬力控系統(tǒng)中,設(shè)置Fanuc機(jī)器人和新松機(jī)器人的IP地址,,選擇補(bǔ)償類型,,確定傳感器品牌,選擇傳感器Com口并完成參數(shù)設(shè)置,。設(shè)定受力坐標(biāo)系:以傳感器受力面中心為基準(zhǔn)新建工具坐標(biāo)系,,并在示教器上切換至該坐標(biāo)系。進(jìn)行負(fù)載辨識(shí):在達(dá)寬力控系統(tǒng)中,,依據(jù)所建坐標(biāo)系對(duì)力傳感器末端的工裝和熨斗進(jìn)行負(fù)載辨識(shí),,設(shè)置相關(guān)參數(shù),借助程序計(jì)算出末端的重心,、質(zhì)量等關(guān)鍵參數(shù),。設(shè)置工藝參數(shù):根據(jù)座椅特點(diǎn)及實(shí)際工況,在達(dá)寬力控系統(tǒng)力控參數(shù)設(shè)置界面,,對(duì)距離,、力、時(shí)間,、達(dá)到距離后力,、達(dá)到力后時(shí)間等參數(shù)進(jìn)行精細(xì)設(shè)置。啟動(dòng)示例程序:當(dāng)機(jī)器人示教器程序依據(jù)模板編寫完成座椅熨燙程序后,,啟動(dòng)軟件系統(tǒng),,運(yùn)行機(jī)器人程序,并仔細(xì)觀察力控調(diào)整的實(shí)際效果,。達(dá)寬科技的力位檢測(cè)系統(tǒng)實(shí)時(shí)記錄機(jī)器人對(duì)扶手施加的力量和位置,,觀察扶手在不同條件下的反應(yīng),。浙江機(jī)器人柔性力控系統(tǒng)監(jiān)測(cè)
力控系統(tǒng)夠快速適應(yīng)不同的網(wǎng)絡(luò)環(huán)境和設(shè)備需求,實(shí)現(xiàn)數(shù)據(jù)的實(shí)時(shí)傳輸和處理,,提高生產(chǎn)效率和準(zhǔn)確性,。遼寧工業(yè)機(jī)器人力控系統(tǒng)廠家
達(dá)寬科技的力控系統(tǒng)軟件具備靈活的超限報(bào)警功能,用戶可以根據(jù)每個(gè)監(jiān)測(cè)方向設(shè)置兩級(jí)報(bào)警閾值,。此外,,軟件還配備了超限自動(dòng)退出機(jī)制。一旦檢測(cè)到超出設(shè)定的安全值,,系統(tǒng)不僅會(huì)發(fā)出警報(bào)信號(hào),,還會(huì)自動(dòng)中斷裝配流程,確保傳感器和工件的安全,。該軟件還提供了一個(gè)高度靈活的參數(shù)管理系統(tǒng),,內(nèi)置多組力控參數(shù)和負(fù)載辨識(shí)參數(shù)的保存功能。用戶可以為每組參數(shù)定制個(gè)性化的終止條件,,以滿足特定應(yīng)用場(chǎng)景的需求,。同時(shí),系統(tǒng)支持多組力控參數(shù)調(diào)用同一負(fù)載參數(shù)設(shè)置,,簡化了配置流程,,并確保力控調(diào)節(jié)過程中對(duì)負(fù)載特性的一致性理解,。無論工況如何變化,,系統(tǒng)都能快速適應(yīng),保障操作的高效性和一致性,。遼寧工業(yè)機(jī)器人力控系統(tǒng)廠家
- 廣東拋光力控系統(tǒng)方案 2025-06-23
- 上海柔性力控系統(tǒng)配置 2025-06-23
- 遼寧機(jī)器人力控系統(tǒng)監(jiān)測(cè) 2025-06-23
- 江蘇新藍(lán)機(jī)器人力控系統(tǒng)軟件 2025-06-23
- 河南工業(yè)力控系統(tǒng)配置 2025-06-23
- 河南裝配力控系統(tǒng)廠家 2025-06-23
- 中國香港智能柔性力控系統(tǒng)軟件 2025-06-23
- 中國香港柔性裝配力控系統(tǒng)優(yōu)勢(shì) 2025-06-23
- 河南裝配力控系統(tǒng)監(jiān)測(cè) 2025-06-23
- 檢測(cè)力控系統(tǒng)供應(yīng)商 2025-06-23
- 上海法醫(yī)鑒定膠片掃描價(jià)格 2025-06-23
- 廣東智能化文件擺渡系統(tǒng)答疑解惑 2025-06-23
- UG中走絲軟件官網(wǎng) 2025-06-23
- 浙江品牌企來搭數(shù)字化AI轉(zhuǎn)型軟件 2025-06-23
- 海珠區(qū)智慧鄉(xiāng)村數(shù)字化注意事項(xiàng) 2025-06-23
- 巴中風(fēng)冷散熱器品牌 2025-06-23
- 中山哪里有網(wǎng)絡(luò)維護(hù)維修 2025-06-23
- 鎮(zhèn)江通訊網(wǎng)絡(luò)線束廠家 2025-06-23
- 太倉IDC數(shù)據(jù)中心機(jī)房工程樓宇自控 2025-06-23
- 廣東拋光力控系統(tǒng)方案 2025-06-23