-
智能檢測(cè)技術(shù)在線路板生產(chǎn)中的應(yīng)用
-
半導(dǎo)體封裝技術(shù)與線路板的結(jié)合
-
微型化趨勢(shì)對(duì)線路板設(shè)計(jì)的影響
-
線路板回收技術(shù)的發(fā)展現(xiàn)狀
-
PCB高頻材料在高頻線路板中的重要性
-
工業(yè) 4.0 背景下線路板制造的轉(zhuǎn)型
-
PCB柔性線路板技術(shù)的進(jìn)展
-
全球供應(yīng)鏈變動(dòng)對(duì)線路板行業(yè)的影響
-
AI 技術(shù)在線路板生產(chǎn)中的應(yīng)用
-
PCB新能源汽車對(duì)線路板技術(shù)的影響
重慶一體式電鍍?cè)O(shè)備
如何選購適合的電鍍?cè)O(shè)備:
一、明確需求鍍種與工藝
確定需處理的材料(金屬,、塑料等)及目標(biāo)鍍層(鍍鋅,、鍍鎳、鍍鉻,、貴金屬等),。
選擇對(duì)應(yīng)工藝:掛鍍(適合大件)、滾鍍(適合小件),、連續(xù)電鍍(線材/帶材)或脈沖電鍍(高精度需求),。
產(chǎn)能規(guī)劃:估算日均產(chǎn)量(如1000件/天)及未來擴(kuò)展需求,避免設(shè)備超負(fù)荷或閑置,。
產(chǎn)品特性:若涉及精密零件(如電子接插件),、復(fù)雜形狀件(如汽車輪轂),需設(shè)備具備高均勻性鍍層能力,。
二,、評(píng)估設(shè)備技術(shù)參數(shù)
電源系統(tǒng)
整流器穩(wěn)定性(波紋系數(shù)<5%)和調(diào)節(jié)精度(如0-500A可調(diào)),直接影響鍍層質(zhì)量,。
節(jié)能型高頻電源比傳統(tǒng)硅整流器省電20%-30%,。
槽體設(shè)計(jì)材質(zhì)耐腐蝕性:PP、PVC或鈦合金槽體,,適應(yīng)強(qiáng)酸/強(qiáng)堿環(huán)境,。
槽液循環(huán)過濾系統(tǒng):確保鍍液清潔度,減少雜質(zhì)導(dǎo)致的鍍層缺陷,。自動(dòng)化程度手動(dòng)設(shè)備(低成本,,適合小批量)VS全自動(dòng)線(機(jī)械臂上下料+PLC控制,適合大批量),。
智能監(jiān)控功能:實(shí)時(shí)監(jiān)測(cè)溫度、pH值,、電流密度,,自動(dòng)報(bào)警并調(diào)節(jié)。 工件籃設(shè)備用于籃鍍工藝,,網(wǎng)孔大小根據(jù)工件尺寸定制,,兼顧電解液流通性與防止小件掉落。重慶一體式電鍍?cè)O(shè)備

電鍍滾鍍機(jī)與電鍍生產(chǎn)線的關(guān)系對(duì)比:滾鍍機(jī) vs 其他電鍍?cè)O(shè)備(在生產(chǎn)線中的差異)
對(duì)比項(xiàng) 滾鍍機(jī) 掛鍍?cè)O(shè)備 連續(xù)鍍?cè)O(shè)備(如鋼帶鍍) 適用工件 小尺寸,、大批量 中大尺寸,、精密件 連續(xù)帶狀或線狀工件銅線) 鍍層均勻性 良好(動(dòng)態(tài)翻滾減少屏蔽) 優(yōu)(單件懸掛,無遮擋 ) 高(勻速傳動(dòng),,電解液穩(wěn)定) 產(chǎn)能 極高(單次處理數(shù)千件) 中(單件或小批量) 超高(連續(xù)生產(chǎn),,24 小時(shí)不停機(jī))人工干預(yù) 低(滾筒自動(dòng)上下料) 高(需人工掛卸工件) 低(全自動(dòng)收放卷) 在生產(chǎn)線中的角色 小件批量處理設(shè)備 大件 / 精密件處理設(shè)備 連續(xù)材料處理設(shè)備 超聲波電鍍?cè)O(shè)備運(yùn)輸價(jià)電鍍電源設(shè)備提供穩(wěn)定直流電流,,支持恒流恒壓調(diào)節(jié),直接影響鍍層厚度與質(zhì)量均勻性,。

陽極氧化線的主要組成部分
1. 前處理系統(tǒng)
目的:表面油污,、氧化皮和雜質(zhì),確保氧化膜與基體結(jié)合牢固,。
工序:
除油-堿蝕 / 酸洗-多級(jí)水洗
2. 陽極氧化處理系統(tǒng)
氧化槽:
材質(zhì):耐酸堿的 PP,、PVC 或玻璃鋼,內(nèi)置陰極板(鉛板,、不銹鋼)和導(dǎo)電裝置,。
控制裝置:
電源--溫控系統(tǒng)--攪拌系統(tǒng)
電解液類型:
硫酸:常用,成本低,,膜透明度高,,適合裝飾性氧化(如鋁型材染色)。
草酸:膜硬度高,、耐磨性強(qiáng),,用于硬質(zhì)氧化(如航空零件)。
鉻酸:膜層柔軟,、孔隙少,,適合復(fù)雜工件或疲勞敏感零件(如汽車部件)。
3.后處理系統(tǒng)(功能拓展)
染色(可選):利用氧化膜的多孔性吸附有機(jī)染料或金屬鹽,,實(shí)現(xiàn)顏色定制,。
封孔(關(guān)鍵工序):
熱水封孔:使氧化膜水合生成 Al?O??nH?O,堵塞孔隙,,提升耐腐蝕性,。
蒸汽封孔:高溫蒸汽加速水合,適合厚膜(如硬質(zhì)氧化),。
化學(xué)封孔:鎳鹽 / 鈷鹽溶液,,形成氫氧化物沉淀封孔
干燥:熱風(fēng)循環(huán)或烘箱去除水分,防止封孔后白斑,。
4.自動(dòng)化控制系統(tǒng)
輸送設(shè)備:懸掛式鏈條,、龍門行車或機(jī)械手,實(shí)現(xiàn)工件在各槽間的自動(dòng)傳輸,。
參數(shù)監(jiān)控:PLC 或工業(yè)電腦實(shí)時(shí)監(jiān)測(cè)電壓,、電流、電解液濃度,、溫度,、pH 值,自動(dòng)補(bǔ)加藥劑或調(diào)整工藝參數(shù),。
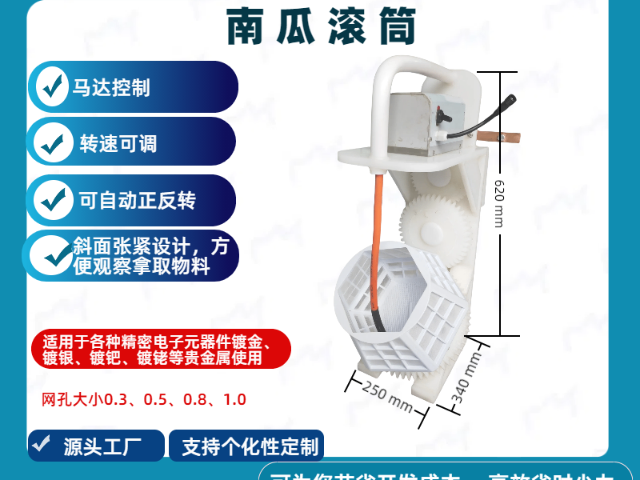
精密電子元件叁筒滾鍍線
一,、設(shè)備概述:
適用于電鍍鋅,、鍍鎳、鍍錫,、鍍鉻,、鍍銅、鍍鎘等有色金屬,;鍍金,、鍍銀等貴重金屬的精密電鍍。
降低孔隙率,,晶核的形成速度大于成長速度,,促使晶核細(xì)化。
改善結(jié)合力,,使鈍化膜擊穿,,有利于基體與鍍層之間牢固的結(jié)合。
改善覆蓋能力和分散能力,,高的陰極負(fù)電位使普通電鍍中鈍化的部位也能沉積,,掛鍍生產(chǎn)線設(shè)備,減緩形態(tài)復(fù)雜零件的突出部位由于沉積離子過度消耗而帶來的“燒焦”“樹枝狀”沉積的缺陷,,對(duì)于獲得一個(gè)給定特性鍍層的厚度可減少到原來1/3~1/2,,節(jié)省原材料。
降低鍍層的內(nèi)應(yīng)力,,改善晶格缺陷,、雜質(zhì)、空洞,、瘤子等,,容易得到無裂紋的鍍層,減少添加劑,。
有利于獲得成份穩(wěn)定的合金鍍層,。
改善陽極的溶解,不需陽極活化劑,。
改進(jìn)鍍層的機(jī)械物理性能,,如提高密度,降低表面電阻和體電阻,,提高韌性、耐磨性,、抗蝕性,,而且可以控制鍍層硬度。 鍍鉻設(shè)備需配置鉛合金陽極與陽極袋,,防止雜質(zhì)污染電解液,,確保硬鉻鍍層的高硬度與耐磨性,。
傳統(tǒng)的電鍍抑制副作用的產(chǎn)生、改善電流分布,、調(diào)節(jié)液相傳質(zhì)過程,、控制結(jié)晶取向顯得毫無作用,面對(duì)絡(luò)合劑和添加劑的研究,,成了電鍍工藝研究的主要方向,。納米開關(guān)電源解決了傳統(tǒng)整流器存在的缺陷。提高產(chǎn)品成品率,、產(chǎn)品質(zhì)量,。這些產(chǎn)品可適用于電鍍、電子,、化工,、氧化著色等行業(yè)。
電泳生產(chǎn)線的主要組成部分:
1.前處理系統(tǒng)
對(duì)工件表面進(jìn)行清洗,、除油,、除銹、磷化(或鈍化)等處理,,確保表面潔凈并增強(qiáng)涂層附著力,。
設(shè)備包括:預(yù)清洗槽、脫脂槽,、酸洗槽,、磷化槽、水洗槽,、烘干爐等,。
2.電泳槽系統(tǒng)
電泳主槽:容納電泳液,工件在此進(jìn)行涂裝,,槽體需恒溫控制(通常 20~30℃),。
循環(huán)過濾系統(tǒng):保持電泳液均勻,過濾雜質(zhì),,防止顆粒污染涂層,。
電源系統(tǒng):提供直流電源,控制電壓,、電流參數(shù),,調(diào)節(jié)涂層厚度和質(zhì)量。
超濾(UF)系統(tǒng):分離電泳液中的水分和雜質(zhì),,回收涂料并凈化廢水,。
3.后處理系統(tǒng)
清洗工序:電泳后水洗(超濾水洗、純水洗)去除工件表面殘留的電泳液,避免雜質(zhì)影響涂層質(zhì)量,。
烘干固化線:通過烘箱或隧道爐對(duì)濕膜進(jìn)行高溫固化(通常 160~200℃),,形成堅(jiān)硬的漆膜。
4.自動(dòng)化控制系統(tǒng)
集成 PLC 或工業(yè)計(jì)算機(jī),,控制各工序的時(shí)間,、溫度、電壓,、液位等參數(shù),,實(shí)現(xiàn)全流程自動(dòng)化。
配備輸送系統(tǒng)(如懸掛鏈,、滾床,、機(jī)械手),實(shí)現(xiàn)工件的連續(xù)傳輸,。 滾鍍后的離心甩干設(shè)備內(nèi)置防滑襯墊,高速旋轉(zhuǎn)時(shí)固定工件,,避免碰撞損傷并加速脫水,。連續(xù)電鍍?cè)O(shè)備是什么
電鍍槽體的防腐內(nèi)襯采用聚四氟乙烯(PTFE),耐受強(qiáng)酸堿與高溫,,延長設(shè)備使用壽命 30% 以上,。重慶一體式電鍍?cè)O(shè)備
龍門自動(dòng)線的特點(diǎn)
高精度定位
伺服系統(tǒng)+光柵尺反饋,確保工件浸鍍位置誤差<1mm適用于精密電子接插件,、汽車精密部件等對(duì)鍍層均勻性要求高的場(chǎng)景(厚度偏差±3-5%),。
多工藝兼容性
可集成除油、酸洗,、電鍍,、鈍化、烘干等20+工序支持掛鍍,、滾鍍(通過可切換掛具)混合生產(chǎn)
柔性化生產(chǎn)
通過編程快速切換工件類型(換型時(shí)間<30分鐘)支持小批量多品種(如同時(shí)處理10種不同規(guī)格螺栓)
穩(wěn)定性強(qiáng)
故障率<0.5%(關(guān)鍵部件如電機(jī),、傳感器采用工業(yè)級(jí)防護(hù))連續(xù)運(yùn)行壽命>10萬小時(shí)
典型應(yīng)用
行業(yè) 應(yīng)用案例 工藝要求 汽車制造 發(fā)動(dòng)機(jī)支架鍍鋅、輪轂鍍鉻 耐鹽霧>720小時(shí),,厚度10-15μm
電子行業(yè) 手機(jī)接口鍍金,、PCB接插件鍍鎳 鍍層 孔隙率<5個(gè)/cm2 五金 衛(wèi)浴鍍銅鎳鉻三鍍層 表面粗糙度Ra<0.2μm 重慶一體式電鍍?cè)O(shè)備
- 上海盲孔產(chǎn)品電鍍?cè)O(shè)備盲孔產(chǎn)品加工 2025-06-09
- 廣西高厚徑比盲孔產(chǎn)品電鍍?cè)O(shè)備 2025-06-09
- 山東耐高溫盲孔產(chǎn)品電鍍?cè)O(shè)備 2025-06-09
- 貴州微米級(jí)盲孔產(chǎn)品電鍍?cè)O(shè)備 2025-06-08
- 福建盲孔產(chǎn)品電鍍?cè)O(shè)備價(jià)格 2025-06-08
- 河北二孔位盲孔產(chǎn)品電鍍?cè)O(shè)備 2025-06-08
- 廣東盲孔產(chǎn)品電鍍?cè)O(shè)備工藝優(yōu)化方案 2025-06-08
- 北京單孔位盲孔產(chǎn)品電鍍?cè)O(shè)備 2025-06-08
- 河北實(shí)驗(yàn)室級(jí)盲孔產(chǎn)品電鍍?cè)O(shè)備 2025-06-08
- 單孔位盲孔產(chǎn)品電鍍?cè)O(shè)備 2025-06-08
- 河南五軸位移手動(dòng)滑臺(tái)模組 2025-06-09
- 水導(dǎo)激光旋切供應(yīng) 2025-06-09
- 嘉興輸送設(shè)備設(shè)計(jì) 2025-06-09
- 廣州全自動(dòng)珍珠棉復(fù)合機(jī)現(xiàn)價(jià) 2025-06-09
- 普陀區(qū)銷售消防蝶閥銷售價(jià)格 2025-06-09
- 桌面小五軸方法 2025-06-09
- 河北紅沖加熱電爐送料裝置 2025-06-09
- 無錫康宇管網(wǎng)疊壓無負(fù)壓給水設(shè)備 2025-06-09
- 廣東礦山機(jī)械蛇形彈簧大扭矩聯(lián)軸器生產(chǎn)廠家 2025-06-09
- 云南全自動(dòng)熱壓機(jī)工廠直發(fā) 2025-06-09