真空電鍍?cè)O(shè)備價(jià)格
志成達(dá)研發(fā)的真空機(jī),,在電鍍?cè)O(shè)備中的作用,?
主要體現(xiàn)在某些特定的電鍍工藝(如真空電鍍或物相沉積)中,真空機(jī)為電鍍過程提供必要的真空環(huán)境,從而提升鍍層質(zhì)量,。以下是兩者的具體關(guān)聯(lián)及協(xié)同作用:
1. 真空環(huán)境在電鍍中的作用
避免氧化與污染:真空環(huán)境可排除空氣中的氧氣,、水蒸氣和其他雜質(zhì),,防止鍍層氧化或污染,,提高金屬鍍層的純度。
增強(qiáng)附著力:在低壓條件下,金屬粒子動(dòng)能更高,,能更緊密地附著在基材表面,,提升鍍層的結(jié)合強(qiáng)度。
均勻性與致密性:真空環(huán)境減少氣體分子干擾,,使金屬沉積更均勻,,形成致密、無缺陷的鍍層,。
2. 主要應(yīng)用工藝
真空電鍍(物相沉積,,PVD):工藝過程:通過真空機(jī)將腔室抽至低壓(如10?3至10?? Pa),利用濺射,、蒸發(fā)或離子鍍等技術(shù),,將金屬材料氣化并沉積到工件表面。典型應(yīng)用:手表,、首飾,、手機(jī)外殼的金屬鍍層,以及工具,、刀具的耐磨涂層,。
化學(xué)氣相沉積(CVD):工藝特點(diǎn):在真空或低壓環(huán)境中,,通過化學(xué)反應(yīng)在基材表面生成固態(tài)鍍層(如金剛石涂層或氮化鈦),,常用于半導(dǎo)體或精密器件。
應(yīng)用領(lǐng)域
電子工業(yè):半導(dǎo)體元件,、電路板的金屬化鍍層,。
汽車與航天:發(fā)動(dòng)機(jī)部件、渦輪葉片的耐高溫涂層,。
消費(fèi)品:眼鏡框,、手機(jī)中框的裝飾性鍍膜。 鍍鉻設(shè)備配置鉛銻合金陽極與陽極袋,,過濾陽極泥渣,,防止雜質(zhì)污染鍍液,維持硬鉻鍍層高硬度,。真空電鍍?cè)O(shè)備價(jià)格
電泳生產(chǎn)線是一種基于電泳涂裝技術(shù)(Electrophoretic Deposition, EPD)的自動(dòng)化生產(chǎn)線,,主要用于在工件表面均勻涂覆一層涂料(通常為水性漆),形成具有防腐,、裝飾或功能性的涂層,。
其原理:
利用電場(chǎng)作用,使帶電的涂料粒子定向遷移并沉積在工件表面,,是現(xiàn)代工業(yè)中常用的高效涂裝工藝之一,。
電泳生產(chǎn)線的主要應(yīng)用領(lǐng)域
1.汽車工業(yè)
汽車車身、底盤部件、發(fā)動(dòng)機(jī)零件,、車輪等的底漆涂裝,,是汽車防腐的關(guān)鍵工藝(如整車電泳涂裝線)。
2.家電與電子
冰箱,、洗衣機(jī),、空調(diào)等金屬外殼,以及電子元件,、電機(jī)部件的防腐涂裝,。
3.五金與建材
門窗型材(鋁合金電泳)、衛(wèi)浴五金,、工具,、醫(yī)療器械等的表面處理。
4.航空航天與船舶鋁合金部件的防腐涂裝,,海洋設(shè)備的耐鹽霧涂層,。 真空電鍍?cè)O(shè)備價(jià)格環(huán)保型電鍍?cè)O(shè)備的廢氣收集系統(tǒng)采用蜂窩狀活性炭吸附塔,深度處理酸霧廢氣,,確保排放達(dá)標(biāo),。
龍門式自動(dòng)線通過龍門機(jī)械手(橫跨電鍍槽上方的移動(dòng)框架)和懸掛系統(tǒng),將工件按預(yù)設(shè)程序在不同工藝槽(如除油,、電鍍,、水洗等)間自動(dòng)轉(zhuǎn)移,全程由PLC(可編程邏輯控制器)控制,,實(shí)現(xiàn)無人化連續(xù)生產(chǎn),。
組成
1.龍門機(jī)械
手采用伺服電機(jī)驅(qū)動(dòng),雙立柱+橫梁結(jié)構(gòu),,負(fù)載能力可達(dá)200-1000kg行程精度:±0.1mm(機(jī)型可達(dá)±0.05mm)移動(dòng)速度:水平0.5-2m/s,,升降0.2-0.5m/s
2.軌道系統(tǒng)
精密導(dǎo)軌+齒輪齒條傳動(dòng),支持多工位并行作業(yè)防腐蝕設(shè)計(jì)(不銹鋼或鍍層保護(hù)),,適應(yīng)酸堿環(huán)境
3.掛具系統(tǒng)
定制化夾具,,適配不同工件形狀(如支架、吊籃)導(dǎo)電觸點(diǎn)采用銀/銅復(fù)合材料,,接觸電阻<0.05Ω
4.控制系統(tǒng)
PLC+觸摸屏(HMI),,預(yù)設(shè)上百種工藝配方實(shí)時(shí)監(jiān)控電流、溫度,、pH值,,數(shù)據(jù)存儲(chǔ)追溯
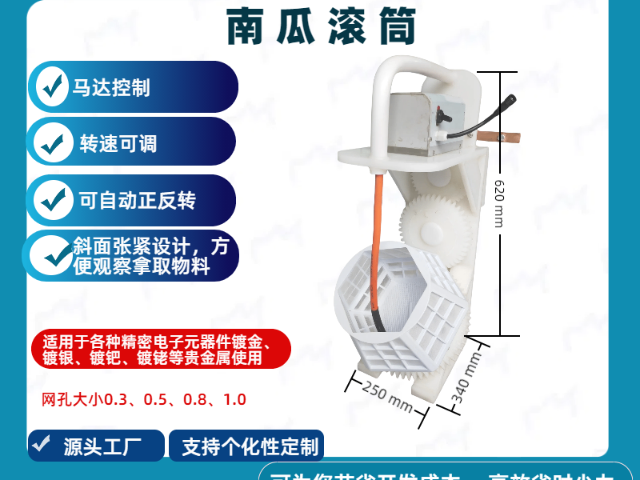
滾掛一體電鍍實(shí)驗(yàn)設(shè)備的特點(diǎn)
是一種用于電鍍實(shí)驗(yàn)的專業(yè)裝置,它融合了滾鍍和掛鍍兩種電鍍方式于一體,。
該設(shè)備通常由鍍槽,、滾桶,、掛具、電源系統(tǒng),、攪拌裝置,、溫控系統(tǒng)等部分組成。在進(jìn)行電鍍實(shí)驗(yàn)時(shí),,既可以將小型零件放入滾桶中進(jìn)行滾鍍,,使零件在滾動(dòng)過程中均勻地鍍上金屬層;也可以通過掛具將較大或形狀特殊的零件懸掛在鍍槽中進(jìn)行掛鍍,,以滿足不同類型零件的電鍍需求,。這種設(shè)備具有功能多樣、操作靈活,、占地面積小等優(yōu)點(diǎn),,能夠?yàn)殡婂児に嚨难芯亢烷_發(fā)提供便利,幫助科研人員和技術(shù)人員更好地掌握電鍍技術(shù),,優(yōu)化電鍍參數(shù),,提高電鍍質(zhì)量。 鍍鉻設(shè)備需配置鉛合金陽極與陽極袋,,防止雜質(zhì)污染電解液,,確保硬鉻鍍層的高硬度與耐磨性。

全自動(dòng)龍門式電鍍生產(chǎn)線
是一種高效,、智能化的電鍍生產(chǎn)系統(tǒng),,通過龍門機(jī)械手實(shí)現(xiàn)工件的全流程自動(dòng)化傳輸與精細(xì)加工,廣泛應(yīng)用于金屬表面處理行業(yè),。
一,、設(shè)備結(jié)構(gòu)與組成龍門架與機(jī)械手龍門桁架:橫跨電鍍槽上方,,搭載伺服驅(qū)動(dòng)的機(jī)械臂,,實(shí)現(xiàn)三維空間內(nèi)的精確定位(重復(fù)精度±0.1mm)。夾具系統(tǒng):根據(jù)工件形狀(如螺絲,、連接器,、汽車零件)定制夾具,確保抓取穩(wěn)固,。電鍍槽組包含 前處理槽(除油,、酸洗)、電鍍槽(鍍鋅,、鍍鎳等),、后處理槽(鈍化、烘干)等,,槽位數(shù)量可按工藝擴(kuò)展(如8~20槽),。槽內(nèi)配備液位傳感器,、溫控裝置及循環(huán)過濾系統(tǒng),保障鍍液穩(wěn)定性,??刂葡到y(tǒng)PLC+HMI:控制器預(yù)設(shè)工藝參數(shù)(電流、時(shí)間,、溫度),,觸摸屏實(shí)時(shí)監(jiān)控運(yùn)行狀態(tài)。智能調(diào)度算法:優(yōu)化機(jī)械手路徑,,減少空載時(shí)間,,提升產(chǎn)能(如每小時(shí)處理500~2000件) 脈沖電化學(xué)拋光設(shè)備結(jié)合電鍍與拋光功能,通過瞬間高電流溶解凸起部分,,實(shí)現(xiàn)鏡面級(jí)鍍層表面,。真空電鍍?cè)O(shè)備價(jià)格
攪拌設(shè)備通過空氣鼓泡或機(jī)械槳葉驅(qū)動(dòng)電解液流動(dòng),避免濃度分層,,提升鍍層均勻性與沉積效率,。真空電鍍?cè)O(shè)備價(jià)格
電泳生產(chǎn)線的主要組成部分:
1.前處理系統(tǒng)
對(duì)工件表面進(jìn)行清洗、除油,、除銹,、磷化(或鈍化)等處理,確保表面潔凈并增強(qiáng)涂層附著力,。
設(shè)備包括:預(yù)清洗槽,、脫脂槽、酸洗槽,、磷化槽,、水洗槽、烘干爐等,。
2.電泳槽系統(tǒng)
電泳主槽:容納電泳液,,工件在此進(jìn)行涂裝,槽體需恒溫控制(通常 20~30℃),。
循環(huán)過濾系統(tǒng):保持電泳液均勻,,過濾雜質(zhì),防止顆粒污染涂層,。
電源系統(tǒng):提供直流電源,,控制電壓、電流參數(shù),,調(diào)節(jié)涂層厚度和質(zhì)量,。
超濾(UF)系統(tǒng):分離電泳液中的水分和雜質(zhì),回收涂料并凈化廢水,。
3.后處理系統(tǒng)
清洗工序:電泳后水洗(超濾水洗,、純水洗)去除工件表面殘留的電泳液,,避免雜質(zhì)影響涂層質(zhì)量。
烘干固化線:通過烘箱或隧道爐對(duì)濕膜進(jìn)行高溫固化(通常 160~200℃),,形成堅(jiān)硬的漆膜,。
4.自動(dòng)化控制系統(tǒng)
集成 PLC 或工業(yè)計(jì)算機(jī),控制各工序的時(shí)間,、溫度,、電壓、液位等參數(shù),,實(shí)現(xiàn)全流程自動(dòng)化,。
配備輸送系統(tǒng)(如懸掛鏈、滾床,、機(jī)械手),,實(shí)現(xiàn)工件的連續(xù)傳輸。 真空電鍍?cè)O(shè)備價(jià)格
- 江西電鍍行業(yè)變頻節(jié)能型水冷式冷水機(jī) 2025-05-06
- 河南好的實(shí)驗(yàn)電鍍?cè)O(shè)備 2025-05-06
- 安徽冷水機(jī) 2025-05-06
- 江蘇實(shí)驗(yàn)電鍍?cè)O(shè)備方案設(shè)計(jì) 2025-05-06
- 深圳鍍金鍍銀鍍錫電鍍生產(chǎn)線廠家電話 2025-05-06
- 上海電鍍使用冷水機(jī) 2025-05-06
- 新能源實(shí)驗(yàn)電鍍?cè)O(shè)備供應(yīng)商家 2025-05-06
- 電鍍精密電子元件微型冷水機(jī)參數(shù) 2025-05-06
- 江西變頻節(jié)能電鍍冷水機(jī) 2025-05-06
- 湖南電鍍重金屬廢水冷卻凈化冷水機(jī) 2025-05-05
- 常州RKY圓錐滾輪軸承供應(yīng) 2025-05-06
- 連云港貼標(biāo)機(jī)價(jià)格 2025-05-06
- 永泰氣動(dòng)液壓設(shè)備一般多少錢 2025-05-06
- 江蘇視覺光源生產(chǎn)企業(yè) 2025-05-06
- 氣動(dòng)密封件哪家好 2025-05-06
- 常州廢水處理過濾機(jī)維修 2025-05-06
- 河南液相液相色譜檢修 2025-05-06
- 浙江大功率點(diǎn)焊機(jī) 2025-05-06
- 嘉興四軸數(shù)控機(jī)床機(jī)器 2025-05-06
- 丹東萬能銑床廠家 2025-05-06