大連非標(biāo)自動化噴漆涂裝流水線促銷價格
?2. 多參數(shù)協(xié)同與動態(tài)響應(yīng)??噴涂參數(shù)耦合影響?:噴槍口徑(1.0-1.6mm),、涂料流量(50-500mL/min)與霧化壓力(0.3-0.6MPa)的匹配關(guān)系復(fù)雜,,需建立多維度參數(shù)模型實現(xiàn)智能匹配?35。?機(jī)器人運動協(xié)同?:噴槍移動速度與涂料流量需同步控制,,動態(tài)路徑***量滯后超過0.5秒會導(dǎo)致流掛或漏噴,,需開發(fā)前饋補(bǔ)償算法?12。?環(huán)境干擾抑制?:車間溫度波動±5℃或濕度>70%時,,涂料流平性下降40%,,需在噴槍模塊集成溫濕度傳感器并聯(lián)動涂料加熱系統(tǒng)?36。?3. 設(shè)備可靠性與維護(hù)成本??噴嘴/氣帽壽命管理?:噴涂金屬漆時噴嘴磨損速率達(dá)0.02mm/千件,,需采用激光熔覆修復(fù)技術(shù)延長壽命3倍,,并開發(fā)磨損量在線監(jiān)測系統(tǒng)?47。?高壓系統(tǒng)穩(wěn)定性?:靜電噴涂時60kV高壓易引發(fā)漏電或電弧放電,,需采用三級絕緣防護(hù)(陶瓷隔離層+惰性氣體密封)和電弧檢測模塊?68,。?快速維護(hù)設(shè)計?:噴槍組件拆裝耗時占故障處理時間70%,需開發(fā)磁吸式快換接口(更換時間<30秒)和AR輔助維修指引系統(tǒng)?47,。同時兼容AGV自動送料系統(tǒng),,構(gòu)建全閉環(huán)物料流轉(zhuǎn)網(wǎng)絡(luò)。大連非標(biāo)自動化噴漆涂裝流水線促銷價格
?10. 材料全能手:從水性漆到陶瓷涂層的無縫切換?匠誠多材料處理系統(tǒng)攻克了陶瓷涂料高粘度(≥1800cP)輸送難題,,在廚具不粘涂層生產(chǎn)線實現(xiàn)每分鐘12件的噴涂效率,。專利設(shè)計的自加熱供料管路可將環(huán)氧樹脂溫度波動控制在±1.5℃,避免固化劑提前反應(yīng),。某衛(wèi)浴企業(yè)轉(zhuǎn)型智能馬桶生產(chǎn)時,,*用3天便完成從普通亮光漆到***涂層的全線切換,節(jié)省設(shè)備改造費用280萬元,。?11. 工藝傳承:老師傅經(jīng)驗轉(zhuǎn)化為數(shù)字資產(chǎn)?通過機(jī)器學(xué)習(xí)技術(shù),,匠誠將30年噴涂技師的運***法(如“之”字形漸薄收邊)轉(zhuǎn)化為機(jī)器人運動軌跡算法。某紅木家具企業(yè)在數(shù)字化升級后,,手工噴涂特有的水墨漸變效果得以標(biāo)準(zhǔn)化復(fù)現(xiàn),,每件產(chǎn)品的藝術(shù)效果一致性從68%提升至95%,同時使高級技工需求從15人減至2人,。湛江油漆噴漆噴涂噴漆涂裝流水線促銷價格采用閉環(huán)壓力補(bǔ)償系統(tǒng),,氣壓波動抑制至±3%以內(nèi)。
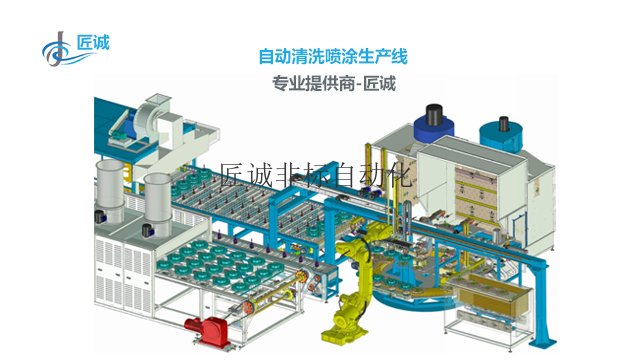
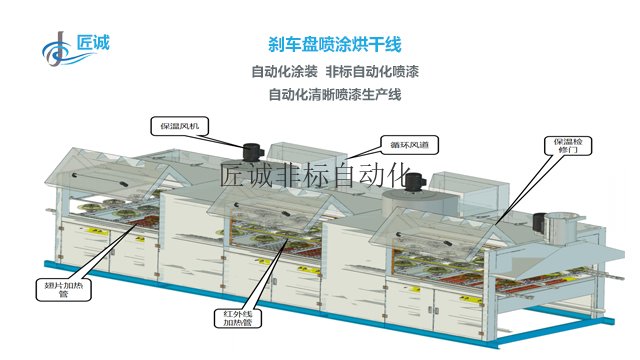
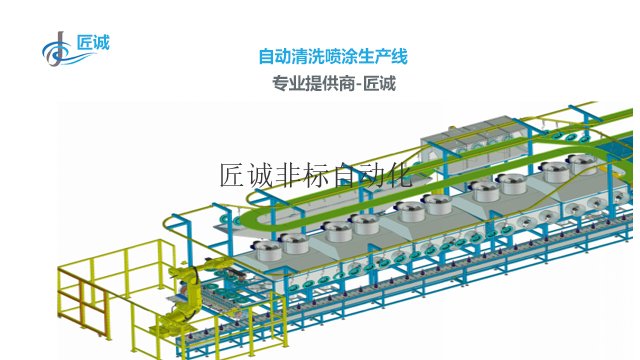
?1.智能溫控**:烘干效率提升230%的工業(yè)密碼?匠誠多段式烘干系統(tǒng)搭載紅外測溫陣列,,可在30秒內(nèi)建立工件三維溫度場模型,,動態(tài)調(diào)整熱風(fēng)分布。某家電廠應(yīng)用后,,洗衣機(jī)外殼粉末涂層的固化時間從45分鐘壓縮至14分鐘,,單位能耗降低58%,。系統(tǒng)支持-20℃至300℃全溫域精細(xì)控制,在醫(yī)療器械清洗領(lǐng)域,,使手術(shù)器械烘干滅菌周期縮短至傳統(tǒng)設(shè)備的1/3,,產(chǎn)能提升至每日12批次。?2.零接觸清洗:98%人工替代率的行業(yè)突破?針對汽車零部件清洗需求,,匠誠360°翻轉(zhuǎn)噴淋系統(tǒng)通過64組可編程噴嘴,,精細(xì)***發(fā)動機(jī)缸體盲孔內(nèi)的切削油污。某變速箱制造廠引入后,,清洗線人員配置從18人減至2名巡檢員,,且工件清潔度達(dá)到VDA19標(biāo)準(zhǔn)。在光伏板邊框清洗場景中,,設(shè)備更實現(xiàn)每小時1200件的處理量,,表面殘留顆粒物數(shù)量控制在≤5個/平方米。?3.跨界全能手:從微型軸承到船舶螺旋槳的清洗**?匠誠模塊化清洗機(jī)配備可擴(kuò)展艙體,,**小處理單元可清洗3mm精密滾針軸承,,比較大擴(kuò)展至直徑5米的船用推進(jìn)器。某軸承**企業(yè)使用后,,超聲波空化強(qiáng)度達(dá)0.8W/cm3,,清潔度滿足ISO440614/11級標(biāo)準(zhǔn),同時處理量提升至每小時2.4萬件,。設(shè)備特有的防碰撞夾具系統(tǒng),,更使大型鑄件清洗破損率降至0.003%。
?2. 涂料利用率與施工窗口期平衡??霧化效果優(yōu)化?:雙組份涂料反應(yīng)窗口期*30分鐘,,傳統(tǒng)噴涂易因時間延遲導(dǎo)致固化不良,需通過柱塞式精密供料系統(tǒng)控制流量波動±3%?17,。?材料浪費控制?:空氣噴涂涂料利用率不足40%,,靜電噴涂雖提升至70%,但對曲面工件易產(chǎn)生邊緣衰減效應(yīng)(厚度下降15%)?56,。?施工環(huán)境干擾?:高濕度(>70%)導(dǎo)致涂料流平性惡化,,需在噴涂室集成溫濕度閉環(huán)控制(±2℃/±5% RH)?46。?3. 自動化系統(tǒng)協(xié)同與穩(wěn)定性??多設(shè)備聯(lián)動瓶頸?:噴涂機(jī)器人與輸送線,、烘干爐的時序誤差超過1秒會導(dǎo)致工件堆積,,需通過OPC UA協(xié)議實現(xiàn)毫秒級信號同步?46。配置雙級油水分離器,,壓縮空氣潔凈度達(dá)ISO 8573-1標(biāo)準(zhǔn),,雜質(zhì)混入率降低90%。
?運行流程?textCopyCode上料→前處理(脫脂/水洗)→水分烘干(60-80℃)→自動噴涂(多軸聯(lián)動)→流平(5-10min)→固化(120-180℃)→冷卻→質(zhì)檢→下料全過程由**控制系統(tǒng)(SCADA)監(jiān)控,,實現(xiàn)數(shù)據(jù)采集,、故障報警與工藝參數(shù)追溯?12,。二、維修手冊要點?日常維護(hù)??噴槍組件?:每日清潔噴嘴積漆,,檢查電極針磨損(更換周期≤500h)?2,。校準(zhǔn)霧化氣壓與出漆量偏差(允許誤差±5%)?2。?輸送系統(tǒng)?:每周潤滑鏈條/導(dǎo)軌,,檢查張緊度(下垂量≤5mm/m)?2,。每月檢測輸送帶跑偏量(橫向偏移≤2mm)?1。?除塵裝置?:每班清理濾筒粉塵,,壓差報警閾值設(shè)定為1500Pa?1,。每季度更換密封條,檢測漏風(fēng)率(≤3%)?1,。聯(lián)合材料供應(yīng)商共建工藝數(shù)據(jù)庫(如鋰電池行業(yè)的正極材料噴涂參數(shù)庫),,通過設(shè)備反向優(yōu)化材料配方?。三明全套工業(yè)自動化噴漆涂裝流水線設(shè)備生產(chǎn)廠家
噴漆室需維持溫度±2℃,、濕度±5%的恒定環(huán)境,,否則流平時間延長30%,導(dǎo)致橘皮或氣泡缺陷?,。大連非標(biāo)自動化噴漆涂裝流水線促銷價格
維護(hù)保養(yǎng)播報編輯1.每天在使用噴漆機(jī)前,,都應(yīng)注意檢查接地保護(hù)是否完好,接地線對設(shè)備和人員的安全起著重要的保護(hù)作用,,不允許出現(xiàn)接地異常等現(xiàn)象,。2.使用之前應(yīng)檢查油管是否漏油,氣管是否漏氣等現(xiàn)象,,發(fā)現(xiàn)不良現(xiàn)象及時處理方可開機(jī)運行,,定期或經(jīng)常性檢查軟管及其連接部位是否有泄漏現(xiàn)象。,。3.每班停機(jī)后,,擦洗附著在噴漆機(jī)的噴涂空間內(nèi)腔壁上的漆污及沾附在氣缸和軟管上的油漆污,以防止軟管硬化,,同時清理機(jī)器各部份及周圍工作環(huán)境,。4.每周檢查一次電機(jī)及蝸輪箱內(nèi)機(jī)油的污染情況及油量,必要時添加或更換機(jī)油(正常情況半年需更換一次機(jī)油),。5.每周檢查一次噴漆機(jī)的鏈輪,、鏈條潤滑情況及鏈條是否張緊,如有松弛,,可調(diào)整張緊輪拉緊鏈條,。6.定期更換噴漆機(jī)滾刷箱內(nèi)的清洗溶劑,并***沉淀在箱內(nèi)和滾刷上的漆污,。大連非標(biāo)自動化噴漆涂裝流水線促銷價格
- 珠海靜電噴涂噴漆涂裝流水線高效高質(zhì)量噴漆方案 2025-05-28
- 東營工業(yè)自動化噴漆涂裝流水線高效高質(zhì)量噴漆方案 2025-05-28
- 武漢全自動化噴漆涂裝流水線效率高省人工 2025-05-28
- 惠州油漆噴漆噴涂非標(biāo)自動化設(shè)備市場報價 2025-05-28
- 蕪湖非標(biāo)自動化促銷價格 2025-05-28
- 潮州專業(yè)技術(shù)提供商非標(biāo)自動化高效高質(zhì)量噴漆方案 2025-05-28
- 連云港全自動化非標(biāo)自動化設(shè)備提供涂裝解決方案 2025-05-28
- 臺州全自動化非標(biāo)自動化效率高省人工 2025-05-28
- 撫順附近哪里有非標(biāo)自動化效率高省人工 2025-05-28
- 淮安油漆噴漆噴涂噴漆涂裝流水線 2025-05-28
- 巴音郭楞洗浴熱水器定制 2025-05-28
- 徐州好的智能空調(diào)量大從優(yōu) 2025-05-28
- 陜西豪宅標(biāo)配新風(fēng)系統(tǒng)舒適居家環(huán)境 2025-05-28
- 重慶靠譜暖菜板 2025-05-28
- 東營工業(yè)自動化噴漆涂裝流水線高效高質(zhì)量噴漆方案 2025-05-28
- 烏魯木齊壁掛式化妝鏡 2025-05-28
- 湖州專業(yè)提供新風(fēng)系統(tǒng)舒適居家環(huán)境 2025-05-28
- 溫州美諾洗碗機(jī)維修原理 2025-05-28
- 東莞智能暖菜板 2025-05-28
- 湖南什么是新風(fēng)除濕一體機(jī)除濕專業(yè)戶 2025-05-28