NanoX-8000輪廓儀現(xiàn)場(chǎng)服務(wù)
NanoX-8000 系統(tǒng)主要性能
? 菜單式系統(tǒng)設(shè)置,,一鍵式操作,,自動(dòng)數(shù)據(jù)存儲(chǔ)
? 一鍵式系統(tǒng)校準(zhǔn)
? 支持連接MES系統(tǒng),數(shù)據(jù)可導(dǎo)入SPC
? 具備異常報(bào)警,,急停等功能,,報(bào)警信息可儲(chǔ)存
? MTBF ≥ 1500 hrs
? 產(chǎn)能 : 45s/點(diǎn) (移動(dòng) + 聚焦 + 測(cè)量)(掃描范圍 50um)
? 具備 Global alignment & Unit alignment
? 自動(dòng)聚焦范圍 : ± 0.3mm
? XY運(yùn)動(dòng)速度
**快
如果需要了解更多詳細(xì)參數(shù),請(qǐng)聯(lián)系我們岱美儀器技術(shù)服務(wù)有限公司。
我們主要經(jīng)營(yíng)鍵合機(jī),、光刻機(jī),、輪廓儀,隔振臺(tái)等設(shè)備,。 儀器運(yùn)用高性能內(nèi)部抗震設(shè)計(jì),,不受外部環(huán)境影響測(cè)量的準(zhǔn)確性。NanoX-8000輪廓儀現(xiàn)場(chǎng)服務(wù)

表面三維微觀形貌測(cè)量的意義
在生產(chǎn)中,,表面三維微觀形貌對(duì)工程零件的許多技術(shù)性能的評(píng)家具有**直接的影響,,而且表面三維評(píng)定參數(shù)由于能更***,更真實(shí)的反應(yīng)零件表面的特征及衡量表面的質(zhì)量而越來(lái)越受到重視,,因此表面三維微觀形貌的測(cè)量就越顯重要,。通過(guò)兌三維形貌的測(cè)量可以比較***的評(píng)定表面質(zhì)量的優(yōu)劣,進(jìn)而確認(rèn)加工方法的好壞以及設(shè)計(jì)要求的合理性,,這樣就可以反過(guò)來(lái)通過(guò)知道加工,,優(yōu)化加工工藝以及加工出高質(zhì)量的表面,確保零件使用功能的實(shí)現(xiàn),。
表面三位微觀形貌的此類昂方法非常豐富,,通常可分為接觸時(shí)和非接觸時(shí)兩種,,其中以非接觸式測(cè)量方法為主,。
NanoX-8000輪廓儀現(xiàn)場(chǎng)服務(wù)幾何特征(關(guān)鍵孔徑尺寸,曲率半徑,,特征區(qū)域的面積和集體,,特征圖形的位置和數(shù)量等)。
輪廓儀,、粗糙度儀,、三坐標(biāo)的區(qū)別:
關(guān)于輪廓儀和粗糙度儀
輪廓儀與粗糙度儀不是同一種產(chǎn)品,輪廓儀主要功能是測(cè)量零件表面的輪廓形狀,,比如:汽車零件中的溝槽的槽深,、槽寬、倒角(包括倒角位置,、倒角尺寸,、角度等),圓柱表面素線的直線度等參數(shù),??傊?,輪廓儀反映的是零件的宏觀輪廓,。粗糙度儀的功能是測(cè)量零件表面的磨加工/精車加工工序的表面加工質(zhì)量,通俗地講,就是零件表面加工得光不光(粗糙度老國(guó)標(biāo)叫光潔度),,即粗糙度反映的是零件加工表面的微觀情況,。
但是,輪廓儀和粗糙度儀關(guān)系其實(shí)挺密切,,現(xiàn)在有一種儀器叫做粗糙度輪廓測(cè)量一體機(jī),,就是在輪廓儀上加裝了粗糙度測(cè)量模塊,這樣既可以測(cè)量輪廓尺寸,,又可以測(cè)量粗糙度,,市場(chǎng)上典型產(chǎn)品就是中圖儀器的SJ5701粗糙度輪廓儀。
在結(jié)構(gòu)上,,輪廓儀基本上都是臺(tái)式的,,而粗糙度儀以手持式的居多,當(dāng)然也有臺(tái)式的,。
輪廓儀的主要客戶群體
300mm集成電路技術(shù)封裝生產(chǎn)線檢測(cè)
集成電路工藝技術(shù)研發(fā)和產(chǎn)業(yè)化
國(guó)家重點(diǎn)實(shí)驗(yàn)室
高 效太陽(yáng)能電池技術(shù)研發(fā),、產(chǎn)業(yè)化
MEMS技術(shù)研發(fā)和產(chǎn)業(yè)化
新型顯示技術(shù)研發(fā)、產(chǎn)業(yè)化
超高精密表面工程技術(shù)
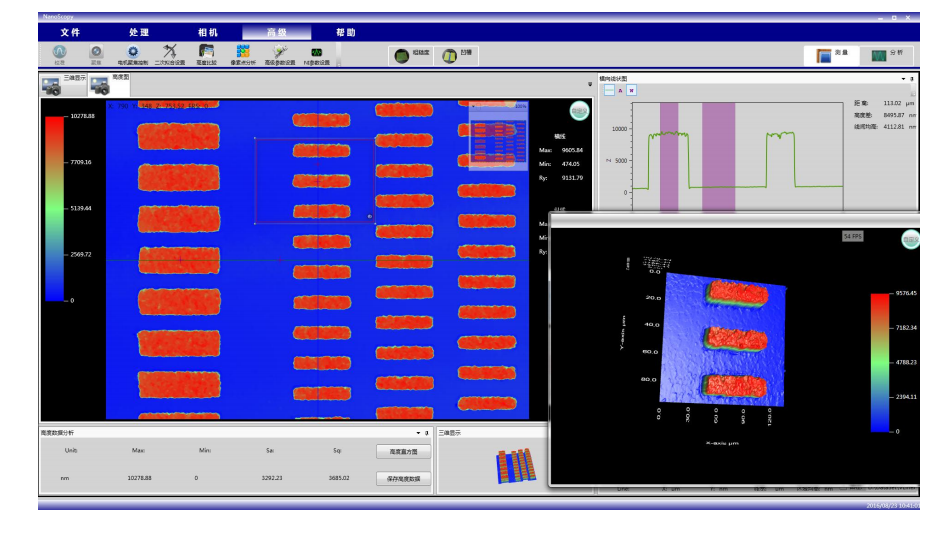
輪廓儀是一種兩坐標(biāo)測(cè)量?jī)x器,,儀器傳感器相對(duì)被測(cè)工件表而作勻速滑行,,傳感器的觸針感受到被測(cè)表而的幾何變化,在X和Z方向分別采樣,,并轉(zhuǎn)換成電信號(hào),,該電信號(hào)經(jīng)放大和處理,再轉(zhuǎn)換成數(shù)字信號(hào)儲(chǔ)存在計(jì)算機(jī)系統(tǒng)的存儲(chǔ)器中,,計(jì)算機(jī)對(duì)原始表而輪廓進(jìn)行數(shù)字濾波,,分離掉表而粗糙度成分后再進(jìn)行計(jì)算,測(cè)量結(jié)果為計(jì)算出的符介某種曲線的實(shí)際值及其離基準(zhǔn)點(diǎn)的坐標(biāo),,或放大的實(shí)際輪廓曲線,,測(cè)量結(jié)果通過(guò)顯示器輸出,也可由打印機(jī)輸出,。(來(lái)自網(wǎng)絡(luò)) 輪廓儀可用于Oled 特征結(jié)構(gòu)測(cè)量,,表面粗糙度,外延片表面缺 陷檢測(cè),,硅片外延表面缺 陷檢測(cè),。

輪廓儀在晶圓的IC封裝中的應(yīng)用:
晶圓的IC制造過(guò)程可簡(jiǎn)單看作是將光罩上的電路圖通過(guò)UV刻蝕到鍍膜和感光層后的硅晶圓上這一過(guò)程,其中由于光罩中電路結(jié)構(gòu)尺寸極小,,任何微小的黏附異物和下次均會(huì)導(dǎo)致制造的晶圓IC表面存在缺 陷,,因此必須對(duì)光罩和晶圓的表面輪廓進(jìn)行檢測(cè),檢測(cè)相應(yīng)的輪廓尺寸,。
白光輪廓儀的典型應(yīng)用:
對(duì)各種產(chǎn)品,,不見(jiàn)和材料表面的平面度,,粗糙度,波溫度,,面型輪廓,,表面缺 陷,磨損情況,,腐蝕情況,,孔隙間隙,臺(tái)階高度,,完全變形情況,,加工情況等表面形貌特征進(jìn)行測(cè)量和分析。
輪廓儀在晶圓的IC封裝中的應(yīng)用,。NanoX-8000輪廓儀現(xiàn)場(chǎng)服務(wù)
NanoX-8000 的XY 平臺(tái)比較大移動(dòng)速度:200mm/s ,。NanoX-8000輪廓儀現(xiàn)場(chǎng)服務(wù)
輪廓儀的培訓(xùn)
一、 培訓(xùn)承諾
系統(tǒng)建成后,,我公司將為業(yè)主提供為期1天的**培訓(xùn)和技術(shù)資詢,;培訓(xùn)地點(diǎn)可以在我公司,亦或在工程現(xiàn)場(chǎng),;
系統(tǒng)操作及管理人員的培訓(xùn)人數(shù)為10人,,由業(yè)主指定,我公司將確保相關(guān)人員正確使用該系統(tǒng),;
1.1. 培訓(xùn)對(duì)象
系統(tǒng)操作及管理人員(培訓(xùn)對(duì)象須具有專業(yè)技術(shù)的技術(shù)人員或?qū)嶋H值班操作人員),;
其他業(yè)主指定的相關(guān)人員。
1.2. 培訓(xùn)內(nèi)容
系統(tǒng)操作使用說(shuō)明書(shū),。
培訓(xùn)課程的主要內(nèi)容是系統(tǒng)的操作,、系統(tǒng)的相關(guān)參數(shù)設(shè)定和修改和系統(tǒng)的維修與保養(yǎng)與簡(jiǎn)單升級(jí)等,具體內(nèi)容如下:
* 系統(tǒng)文檔解讀,;
* 系統(tǒng)的技術(shù)特點(diǎn),、安裝維護(hù)和系統(tǒng)管理方式;
* 系統(tǒng)一般故障排除,。
NanoX-8000輪廓儀現(xiàn)場(chǎng)服務(wù)
- 四川鍵合機(jī)廠家 2025-04-11
- 浙江實(shí)驗(yàn)室鍵合機(jī) 2025-04-11
- EVG540鍵合機(jī)免稅價(jià)格 2025-04-11
- 湖南電容位移傳感器供應(yīng)商 2025-04-11
- 內(nèi)蒙古鍵合機(jī)保修期多久 2025-04-11
- BONDSCALE鍵合機(jī)美元價(jià) 2025-04-11
- 浙江電容式電容位移傳感器供應(yīng)商推薦 2025-04-11
- 鍵合機(jī)技術(shù)支持 2025-04-11
- 青海美元報(bào)價(jià)鍵合機(jī) 2025-04-11
- 天津多功能晶圓缺陷檢測(cè)設(shè)備 2025-04-11
- 無(wú)錫水質(zhì)測(cè)定探頭廠家 2025-06-06
- 四川氧氣檢測(cè)儀生產(chǎn)廠家 2025-06-06
- 國(guó)外布魯克雙光子顯微鏡磷光壽命計(jì)數(shù) 2025-06-06
- 江西循環(huán)水壓力變送器產(chǎn)品介紹 2025-06-06
- 溫州美標(biāo)彎頭咨詢 2025-06-06
- 蘇州固定滑槽傾角計(jì)廠家直銷 2025-06-06
- 吉林電接點(diǎn)數(shù)字壓力表帶報(bào)警功能 2025-06-06
- 浙江低壓汞燈實(shí)驗(yàn)光源供應(yīng)商 2025-06-06
- 光譜儀廠家電話 2025-06-06
- 貴州通風(fēng)自力式詢問(wèn)報(bào)價(jià) 2025-06-06