揭陽西門子PLC編程培訓(xùn)
定位控制,,作為自動化技術(shù)領(lǐng)域的重要一環(huán),,其核1心在于通過精確操控執(zhí)行機構(gòu)(諸如伺服電機,、步進(jìn)電機等)的位移,,以實現(xiàn)被控對象在指定位置上的精細(xì)定位,。這一過程往往依賴于PLC(可編程邏輯控制器)等先進(jìn)控制設(shè)備的強大功能,。在定位控制中,,關(guān)鍵要素包括位置移動的速度,、距離以及加減速時間的精細(xì)調(diào)控,。通過輸出高速,、高精度的脈沖信號,PLC能夠驅(qū)動電機以設(shè)定的速度沿指定方向移動,,直至達(dá)到目標(biāo)位置,。這一過程中,PLC還需實時接收來自編碼器,、傳感器等反饋設(shè)備的信號,,以監(jiān)測電機的實際運行狀態(tài),并根據(jù)需要調(diào)整控制策略,,確保定位的準(zhǔn)確性和穩(wěn)定性,。定位控制廣泛應(yīng)用于自動化生產(chǎn)線、機器人控制,、數(shù)控機床等工業(yè)場景中,。它不僅能夠提高生產(chǎn)效率,降低人力成本,,還能顯1著提升產(chǎn)品的加工精度和一致性,。隨著工業(yè),定位控制技術(shù)正不斷向著更高速,、更精細(xì),、更智能的方向發(fā)展,,為工業(yè)自動化領(lǐng)域的進(jìn)步注入了新的活力。綜上所述,,定位控制以其精細(xì),、高效的特點,在工業(yè)自動化領(lǐng)域中發(fā)揮著舉足輕重的作用,,是推動制造業(yè)轉(zhuǎn)型升級的重要力量,。 PLC技術(shù)是現(xiàn)代工業(yè)生產(chǎn)的重要支撐,快來學(xué)習(xí)吧,!揭陽西門子PLC編程培訓(xùn)
PLC編程培訓(xùn)
西門子1200PLC的定位控制指令類型豐富,,主要包括以下幾種:?使能指令(MC_Power)?:用于啟用或禁用定位軸。當(dāng)信號接通時,,指定的伺服使能輸出會自動啟用,。?復(fù)位指令(MC_Reset)?:在調(diào)用伺服相關(guān)指令出現(xiàn)錯誤時,需要使用此指令來解除報警,,使系統(tǒng)恢復(fù)正常狀態(tài),。?回原點指令(MC_Home)?:在進(jìn)行絕1對定位之前,通常需要先執(zhí)行回原點操作,,以確定絕1對零點位置,。此指令可以控制軸返回到預(yù)設(shè)的原點位置。?暫停指令(MC_Halt)?:用于中斷當(dāng)前的運動控制指令,,使伺服軸停止運動,。在啟用此指令時,需要斷開伺服定位指令,。?絕1對定位指令(MC_MoveAbsolute)?:根據(jù)預(yù)設(shè)的目標(biāo)位置和速度,,將軸移動到指定的絕1對位置。此指令在自動化控制中非常常用,,可以實現(xiàn)精確的定位控制,。?相對定位指令(MC_MoveRelative)?:與絕1對定位不同,相對定位是以當(dāng)前位置為起點,,按照指定的移動量和方向進(jìn)行定位,。此指令適用于需要連續(xù)移動或按一定規(guī)律移動的場景。?點動指令(MC_Jog)?:用于控制電機的正轉(zhuǎn)和反轉(zhuǎn),。當(dāng)信號接通時,,電機開始運行;當(dāng)信號斷開時,,電機停止運行,。點動指令通常用于手動控制或調(diào)試過程中。這些指令共同構(gòu)成了西門子1200PLC強大的定位控制系統(tǒng)。 揭陽西門子PLC編程培訓(xùn)掌握PLC技術(shù),,讓你的職業(yè)生涯更加廣闊,。
在西門子1200PLC的定位控制中,選擇合適的編碼器至關(guān)重要,。以下是一些建議:首先,,您需要明確應(yīng)用需求,。例如,,是否需要絕1對位置信息、編碼器的分辨率,、工作速度以及是否需要抗干擾能力等,。這些因素將直接影響編碼器的選擇。其次,,考慮編碼器的類型,。西門子1200PLC支持多種類型的編碼器,包括增量編碼器和絕1對值編碼器,。增量編碼器提供相對位置信息,,適用于需要連續(xù)監(jiān)測位置變化的場景。而絕1對值編碼器則提供絕1對位置信息,,即使斷電也能保持位置數(shù)據(jù),,適用于需要精確位置控制的場合。對于絕1對值編碼器,,您還需要考慮其信號輸出類型,。常見的信號輸出包括4-20mA電流信號、RS485或ModbusRTU通信信號以及Profibus-DP總線信號等,。西門子1200PLC自帶2路4-20mA輸入接口,,可直接連接帶有4-20mA輸出接口的絕1對值編碼器,這種連接方式經(jīng)濟且方便,。如果需要更遠(yuǎn)的通信距離或更多的編碼器連接,,可以考慮使用RS485或ModbusRTU信號。而Profibus-DP信號則適用于與歐系絕對值編碼器的連接,,但成本相對較高,。在選擇編碼器時,還需注意其分辨率和工作速度,。分辨率決定了編碼器的精度,,而工作速度則決定了編碼器能夠處理的**高轉(zhuǎn)速。根據(jù)您的應(yīng)用需求選擇合適的分辨率和工作速度,。
步進(jìn)電機的步距角與精度之間存在著緊密的關(guān)系,。步距角,即步進(jìn)電機在接收到控制信號后,,每執(zhí)行一步所旋轉(zhuǎn)的角度,,它是電機每步運動的關(guān)鍵指標(biāo),。常見的步距角如°、°,、°等,,這些角度直接體現(xiàn)了電機的運動精度。步距角越小,,意味著電機每步的旋轉(zhuǎn)角度就越小,,從而使得電機的運動更加精細(xì)。因此,,步距角越小,,電機的精確度也相應(yīng)提高。例如,,步距角為°的電機,,旋轉(zhuǎn)360°需要200步,其理論精確度為°/step,;而當(dāng)步距角減小為°時,,理論精確度則提高至°/step。在選購步進(jìn)電機時,,應(yīng)根據(jù)實際應(yīng)用需求來選擇合適的步距角,。對于精確度要求較高的應(yīng)用,可以選擇步距角較小的電機,。但需注意,,步距角越小,對電機的驅(qū)動控制要求也越高,。因此,,在選擇步距角時,需綜合考慮應(yīng)用需求和控制方面的要求,,以確保電機的精確度和穩(wěn)定性,。綜上所述,步進(jìn)電機的步距角對其精度有著重要影響,。在選購和使用步進(jìn)電機時,,應(yīng)充分了解步距角與精度之間的關(guān)系,并根據(jù)實際需求選擇合適的步距角,,以獲得所需的精度,。 在西門子1200 plc的定位控制中,如何選擇合適的編碼器,?

三菱FX5U系列PLC在定位控制方面提供了多種指令,,以滿足不同的自動化控制需求。以下是一些主要的定位控制指令:?脈沖輸出指令(PLSY)?:用于輸出指定數(shù)量的脈沖,以控制伺服電機或步進(jìn)電機的轉(zhuǎn)動,。通過設(shè)置脈沖的頻率和數(shù)量,,可以精確控制電機的移動速度和距離。?原點回歸指令(DSZR/DDSZR)?:用于使機械裝置返回到預(yù)設(shè)的原點位置,。在進(jìn)行相對定位或***定位之前,,通常需要先執(zhí)行原點回歸操作,以確保定位的準(zhǔn)確性,。?相對定位指令(DRVI/DDRVI)?:以當(dāng)前位置為起點,,按照指定的移動量和方向進(jìn)行定位。相對定位適用于需要連續(xù)移動或按一定規(guī)律移動的場景,。絕1對定位指令(DRVIA/DDRVA)?:以坐標(biāo)系的絕1對地址作為參考,,將機械裝置移動到指定的位置,。絕1對定位適用于需要精確到達(dá)某個固定位置的場景,。?可變速指令(PLSV)?:用于在定位過程中改變脈沖輸出的速度。通過調(diào)整速度參數(shù),,可以實現(xiàn)平滑的加減速控制,,提高定位的穩(wěn)定性和精度。還有DVIT/DDVIT,,TBL,,DRVTBL,DRVMUL,,DABS等,,這些指令是三菱FX5U系列PLC在定位控制方面的重要功能,它們共同構(gòu)成了強大的定位控制系統(tǒng),。 PLC編程中的數(shù)據(jù)處理和通信功能,,是實現(xiàn)工業(yè)自動化系統(tǒng)集成的關(guān)鍵。揭陽西門子PLC編程培訓(xùn)
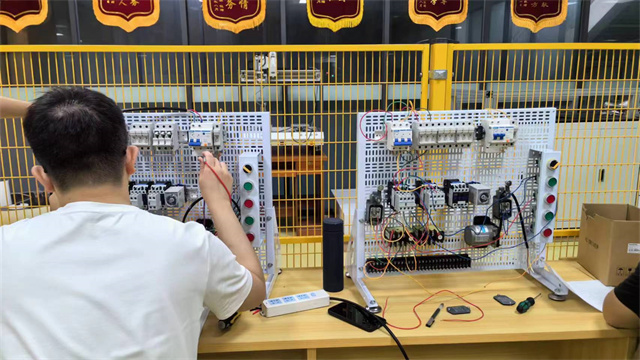
在學(xué)習(xí)PLC編程時,,可以結(jié)合實際案例進(jìn)行學(xué)習(xí),,這樣更容易理解和掌握。揭陽西門子PLC編程培訓(xùn)
在龍豐自動化培訓(xùn)學(xué)校,,你可以學(xué)到豐富的PLC相關(guān)的通信內(nèi)容,。包括但不限于以下幾個方面:?基礎(chǔ)通信知識?:了解PLC通信的基本概念,包括數(shù)據(jù)交換和通信的方式,。學(xué)習(xí)并行通信與串行通信的區(qū)別,,以及它們在PLC通信中的應(yīng)用。掌握單工通信與雙工通信的特點,,了解數(shù)據(jù)在設(shè)備間的傳送方向,。?通信協(xié)議?:深入學(xué)習(xí)Modbus、TCP/IP、CC-Link,、Profinet等常見的PLC通信協(xié)議,。了解這些協(xié)議的數(shù)據(jù)傳輸方式、數(shù)據(jù)的編碼和解碼方式,、錯誤檢測和糾正等機制,。?網(wǎng)絡(luò)通信?:學(xué)習(xí)如何通過PLC實現(xiàn)設(shè)備之間的數(shù)據(jù)交換和通信。掌握PLC網(wǎng)絡(luò)通信的基本概念,,以及串口通信,、以太網(wǎng)等協(xié)議的應(yīng)用。?高速處理與模擬量控制?:了解PLC在高速處理應(yīng)用中的功能,,如高速計數(shù),、高速脈沖輸出等。學(xué)習(xí)模擬量模塊的配置與編程,,實現(xiàn)模擬量的采集與控制,。?PID調(diào)節(jié)與閉環(huán)控制?:深入講解PID調(diào)節(jié)原理及其在PLC中的應(yīng)用。掌握閉環(huán)控制系統(tǒng)的設(shè)計與調(diào)試方法,。?觸摸屏與組態(tài)軟件?:學(xué)習(xí)觸摸屏的畫面設(shè)計,、功能元件使用、報警功能配置等,。掌握WinCC等組態(tài)軟件的設(shè)計與應(yīng)用,,實現(xiàn)復(fù)雜的人機交互界面。?項目案例與動手實踐?:通過多個實際項目案例的講解,。 揭陽西門子PLC編程培訓(xùn)
- ??诟浇I(yè)機器人培訓(xùn)中心 2025-06-09
- 三亞附近工業(yè)機器人培訓(xùn)培訓(xùn)班 2025-06-08
- 汕尾ABB工業(yè)機器人培訓(xùn)電話 2025-06-08
- 江門哪里有工業(yè)機器人培訓(xùn)培訓(xùn)學(xué)校 2025-06-08
- plc如何入門教程 2025-06-08
- 三亞FANUC工業(yè)機器人培訓(xùn)中心 2025-06-07
- 汕頭附近哪里有工業(yè)機器人培訓(xùn)機構(gòu) 2025-06-07
- 揭陽龍豐工業(yè)機器人培訓(xùn) 2025-06-07
- 哪里有工業(yè)機器人培訓(xùn)中心 2025-06-07
- 河源附近哪里有工業(yè)機器人培訓(xùn)那個好 2025-06-06
- 虹口區(qū)附近綜合私立幼兒園哪家好 2025-06-09
- 安徽省旅游服務(wù)與管理專業(yè)單獨招生流程 2025-06-09
- 莆田人工智能訓(xùn)練師價格信息 2025-06-09
- 大橋街道附近民辦雙語幼兒園好不好 2025-06-09
- 莆田認(rèn)證博士聯(lián)系方式 2025-06-09
- 兒童科技研學(xué)培訓(xùn)計劃 2025-06-09
- 上海消防安全培訓(xùn)機構(gòu) 2025-06-09
- 深圳幼兒園音樂活動優(yōu)勢 2025-06-09
- 芬蘭初中留學(xué)多少錢 2025-06-09
- 滬東外國語中學(xué)轉(zhuǎn)學(xué)咨詢 2025-06-09