深圳連續(xù)電鍍設(shè)備
電鍍廢氣處理抽風(fēng)設(shè)備什么?
是用于將電鍍過程中產(chǎn)生的廢氣收集并輸送至廢氣處理設(shè)備的裝置,,常見的有以下幾種:
離心風(fēng)機:利用葉輪旋轉(zhuǎn)產(chǎn)生的離心力使氣體獲得能量,,從而實現(xiàn)氣體的輸送。
具有風(fēng)壓高,、風(fēng)量較大,、效率較高的特點,
適用于輸送距離較長,、阻力較大的電鍍廢氣系統(tǒng),。
軸流風(fēng)機:氣體沿著風(fēng)機軸的方向流動
其特點是風(fēng)量較大、風(fēng)壓低
適用于對通風(fēng)量要求較大但阻力較小的場合,,如電鍍車間內(nèi)的局部抽風(fēng)或簡單的廢氣收集系統(tǒng),。
屋頂風(fēng)機:通常安裝在電鍍車間的屋頂,可將車間內(nèi)的廢氣直接排至室外,。
它具有安裝方便,、不占用室內(nèi)空間的優(yōu)點,
適用于一些對室內(nèi)空間布局要求較高的電鍍企業(yè),。
防爆風(fēng)機:電鍍廢氣中含有易燃易爆氣體,,如某些有機溶劑揮發(fā)產(chǎn)生的廢氣,就需要使用防爆風(fēng)機,。
這種風(fēng)機采用特殊的防爆結(jié)構(gòu)和材料,,能夠有效防止在運行過程中產(chǎn)生的電火花等引發(fā)炸掉事故,確保安全生產(chǎn),。 噴淋式電鍍設(shè)備利用高壓噴頭將電解液均勻噴灑在工件表面,,加速離子交換,提高電鍍效率,,形狀復(fù)雜的工件,。深圳連續(xù)電鍍設(shè)備
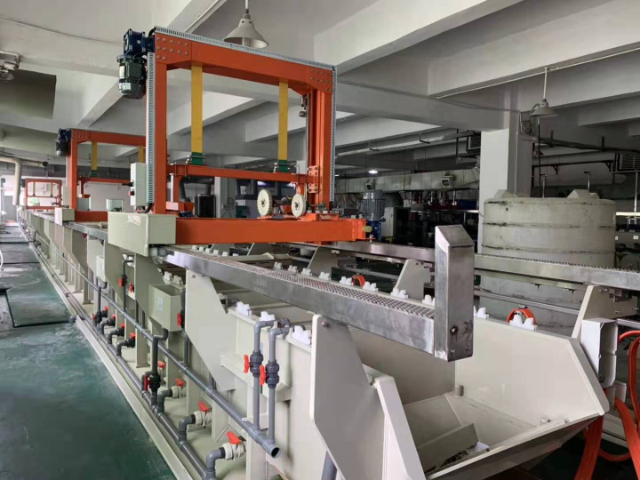
全自動龍門式電鍍生產(chǎn)線
是一種高效、智能化的電鍍生產(chǎn)系統(tǒng),,通過龍門機械手實現(xiàn)工件的全流程自動化傳輸與精細(xì)加工,,廣泛應(yīng)用于金屬表面處理行業(yè)。
一,、設(shè)備結(jié)構(gòu)與組成龍門架與機械手龍門桁架:橫跨電鍍槽上方,,搭載伺服驅(qū)動的機械臂,實現(xiàn)三維空間內(nèi)的精確定位(重復(fù)精度±0.1mm)。夾具系統(tǒng):根據(jù)工件形狀(如螺絲,、連接器,、汽車零件)定制夾具,確保抓取穩(wěn)固,。電鍍槽組包含 前處理槽(除油,、酸洗)、電鍍槽(鍍鋅,、鍍鎳等),、后處理槽(鈍化、烘干)等,,槽位數(shù)量可按工藝擴展(如8~20槽),。槽內(nèi)配備液位傳感器、溫控裝置及循環(huán)過濾系統(tǒng),,保障鍍液穩(wěn)定性,。控制系統(tǒng)PLC+HMI:控制器預(yù)設(shè)工藝參數(shù)(電流,、時間,、溫度),觸摸屏實時監(jiān)控運行狀態(tài),。智能調(diào)度算法:優(yōu)化機械手路徑,,減少空載時間,提升產(chǎn)能(如每小時處理500~2000件) 江蘇貴金屬電鍍設(shè)備鍍銅設(shè)備的陽極磷銅板定期活化處理,,維持表面活性,,穩(wěn)定銅離子濃度,保障鍍層沉積速率,。

雙筒過濾機特點:一機具備多功能用途,,可依據(jù)客戶使用條件,更換不同濾材,。主濾筒采用耐腐蝕的PP/FRPP/PVDF一體注塑成型,,耐酸堿腐蝕、防泄漏,,且提供多種濾芯規(guī)格,可按精度需求選擇,,滿足多元化應(yīng)用,。整機安裝與操作簡便,清洗便捷高效,,占地面積小,。支持根據(jù)客戶不同需求,選擇濾筒材質(zhì)。適用領(lǐng)域,,包括電鍍,、氧化、表面處理等多種工藝環(huán)節(jié),。分享不同材質(zhì)的濾芯在電鍍設(shè)備中的過濾效果有何差異,?雙筒過濾機的價格區(qū)間是多少?濾芯式過濾機在電鍍行業(yè)中的市場占比是多少,?
三筒式電阻電容全自動滾鍍設(shè)備
是為電阻,、電容等微型電子元件設(shè)計的自動化電鍍裝置,通過三滾筒協(xié)同作業(yè)與全流程智能控制,,實現(xiàn)高效,、高精度鍍層加工。要點:
1.結(jié)構(gòu)與原理
三滾筒系統(tǒng):
三個滾筒可同步處理不同工藝或元件(如電阻鍍錫,、電容鍍銀),,或聯(lián)動提升產(chǎn)能。滾筒采用PP/PVC等耐腐蝕材質(zhì),,內(nèi)部防碰撞分區(qū)設(shè)計,,減少微小元件(如貼片電阻0201)的損傷風(fēng)險
全自動控制:
集成PLC/工業(yè)電腦系統(tǒng),自動完成上料,、電鍍,、清洗、烘干流程,。通過傳感器實時監(jiān)控鍍液溫度,、pH值及電流密度,動態(tài)調(diào)節(jié)參數(shù)
電鍍優(yōu)化:
多級過濾與溫控裝置確保鍍液穩(wěn)定性,;多點陰極導(dǎo)電技術(shù)適配電阻引腳,、電容電極的復(fù)雜接觸需求
2.優(yōu)勢
高效靈活:三滾筒并行作業(yè),產(chǎn)能較單筒提升50%以上,,可同時處理多規(guī)格元件或多鍍種
鍍層高一致性:滾筒勻速旋轉(zhuǎn)結(jié)合智能調(diào)控,,確保微小元件表面鍍層均勻
低損耗率:防摩擦結(jié)構(gòu)+精細(xì)轉(zhuǎn)速控制,元件破損率低于0.1%
3. 應(yīng)用與要點
典型場景:
電阻類:金屬膜電阻端頭鍍錫,、高精度電阻鍍金
電容類:鋁電解電容電極鍍銅,、MLCC電容鍍鎳抗氧化
關(guān)鍵注意:
按元件尺寸匹配滾筒孔徑,防止漏料
定期檢測鍍液金屬離子濃度,,避免雜質(zhì)影響鍍層導(dǎo)電性
維護自動傳輸系統(tǒng),,減少卡料風(fēng)險。 環(huán)保型電鍍設(shè)備的廢氣收集系統(tǒng)采用蜂窩狀活性炭吸附塔,,深度處理酸霧廢氣,,確保排放達標(biāo),。

滾鍍機的工作原理
將小工件裝入帶孔的滾筒(聚氯乙烯或不銹鋼材質(zhì)),滾筒浸入電解液后緩慢旋轉(zhuǎn)(5~15 轉(zhuǎn) / 分鐘),,通過滾筒壁的孔洞使電解液流通,,同時工件在滾筒內(nèi)翻滾,確保鍍層均勻附著,。
優(yōu)勢:
高效率:單次可處理數(shù)千件小工件,,產(chǎn)能遠(yuǎn)超掛鍍(適合單件或少量)。
低成本:減少人工掛卸成本,,滾筒導(dǎo)電桿統(tǒng)一通電,,能耗相對較低。
均勻性:工件在滾筒內(nèi)動態(tài)接觸電解液,,避免屏蔽效應(yīng)(掛鍍中工件相互遮擋導(dǎo)致鍍層不均),。
與生產(chǎn)線其他環(huán)節(jié)的配合
前處理:需先通過除油、酸洗去除工件表面油污和氧化皮,,否則影響鍍層結(jié)合力(滾鍍機不具備前處理功能,,依賴生產(chǎn)線前段設(shè)備)。
后處理:滾鍍完成后,,工件隨滾筒吊出,,進入水洗槽、鈍化槽或封閉槽(如鍍鋅后的藍白鈍化),,終干燥(生產(chǎn)線后段設(shè)備完成),。
自動化控制:滾鍍機的轉(zhuǎn)速、電鍍時間,、電流電壓等參數(shù)由生產(chǎn)線 PLC 系統(tǒng)統(tǒng)一控制,,與傳輸裝置(如行車)聯(lián)動,實現(xiàn) “上料→前處理→滾鍍→后處理→下料” 全流程自動化,。 鍍鎳設(shè)備配套活性炭吸附裝置,,定期去除鍍液中有機雜質(zhì),防止細(xì)孔,、麻點等鍍層缺陷,。微型電鍍設(shè)備周邊設(shè)備
連續(xù)鍍生產(chǎn)線的導(dǎo)電輥鍍覆耐磨碳鎢涂層,降低鋼帶傳輸摩擦,,避免劃傷與鍍層缺陷,。深圳連續(xù)電鍍設(shè)備
電泳生產(chǎn)線的主要組成部分:
1.前處理系統(tǒng)
對工件表面進行清洗、除油,、除銹,、磷化(或鈍化)等處理,確保表面潔凈并增強涂層附著力,。
設(shè)備包括:預(yù)清洗槽、脫脂槽、酸洗槽,、磷化槽,、水洗槽、烘干爐等,。
2.電泳槽系統(tǒng)
電泳主槽:容納電泳液,,工件在此進行涂裝,槽體需恒溫控制(通常 20~30℃),。
循環(huán)過濾系統(tǒng):保持電泳液均勻,,過濾雜質(zhì),防止顆粒污染涂層,。
電源系統(tǒng):提供直流電源,,控制電壓、電流參數(shù),,調(diào)節(jié)涂層厚度和質(zhì)量,。
超濾(UF)系統(tǒng):分離電泳液中的水分和雜質(zhì),回收涂料并凈化廢水,。
3.后處理系統(tǒng)
清洗工序:電泳后水洗(超濾水洗,、純水洗)去除工件表面殘留的電泳液,避免雜質(zhì)影響涂層質(zhì)量,。
烘干固化線:通過烘箱或隧道爐對濕膜進行高溫固化(通常 160~200℃),,形成堅硬的漆膜。
4.自動化控制系統(tǒng)
集成 PLC 或工業(yè)計算機,,控制各工序的時間,、溫度、電壓,、液位等參數(shù),,實現(xiàn)全流程自動化。
配備輸送系統(tǒng)(如懸掛鏈,、滾床,、機械手),實現(xiàn)工件的連續(xù)傳輸,。 深圳連續(xù)電鍍設(shè)備
- 湖北隨州脈沖電鍍設(shè)備 2025-05-03
- 電鍍整流機設(shè)備廠家 2025-05-03
- 福建微型電鍍設(shè)備 2025-05-03
- 超硬鍍層電鍍設(shè)備產(chǎn)業(yè) 2025-05-03
- 深圳連續(xù)電鍍設(shè)備 2025-05-02
- 福建電鍍設(shè)備供應(yīng)商家 2025-05-02
- 真空度 真空機電鍍或前處理過水使用 2025-05-02
- 安徽全自動電鍍設(shè)備 2025-05-02
- 醫(yī)療整流機功率計算 2025-05-02
- 模塊化整流機工廠直銷 2025-05-02
- 泰州揭蓋洗碗機多少錢 2025-05-03
- 廣州蠟鑲機器人價格 2025-05-03
- 錫山區(qū)耐用金屬材料圖片 2025-05-03
- 廣州節(jié)能密封干燥箱報價 2025-05-03
- 黃浦區(qū)比較好的傳感器 2025-05-03
- 無錫高精度零件水基真空清洗機清洗效果如何 2025-05-03
- 深圳國內(nèi)減速機一般多少錢 2025-05-03
- 江蘇日立節(jié)能螺桿空壓機售后電話 2025-05-03
- 甘肅一級能效空壓站哪家好 2025-05-03
- 湖北多功能純電折彎機價格比較 2025-05-03