-
 正規(guī)力控系統(tǒng)市場前景
正規(guī)力控系統(tǒng)市場前景隨著社會的發(fā)展和科技的進(jìn)步,,人們對工件的外觀面要求逐漸變高,因此需要對工件進(jìn)行打磨工藝,,當(dāng)需要打磨大批量工件,,而且工件的內(nèi)壁面和外壁面同時都需要打磨時,如果采用傳統(tǒng)的流水線制作模式,,通過人工打磨效率低,,同時打磨后的效果得不到保證,,綜合成本高,且打磨后的碎屑容易殘留在工件上,,不利于標(biāo)準(zhǔn)化生產(chǎn),。目前在工件加工完成后經(jīng)常需要使用打磨機(jī)對其包面進(jìn)行打磨,使其表面光滑均勻?,F(xiàn)有的打磨機(jī)一般均為手持式打磨機(jī),,工作人員需要手持打磨機(jī)然后對工件表面進(jìn)行打磨處理。這種方式存在以下缺陷:在面對圓柱形桿或者是圓柱形管等圓形形的工件時,,因為工件表面均為弧面,,工作人員對工件打磨時比較費力,且打磨出來的工件表面很難保持平...
2025-05-06 -
 珠海力控系統(tǒng)操作簡單
珠海力控系統(tǒng)操作簡單適用于各種類型工件和材料打磨拋光工藝的各個方面,常規(guī)復(fù)雜形狀工件的拋光需要由人工完成,不僅加工效率低,、產(chǎn)品一致性難以保證,、生產(chǎn)人員工作環(huán)境惡劣,同時管理成本較高,隨著用工成本和技工不確定性風(fēng)險的上市,利用人口紅利創(chuàng)造產(chǎn)品利潤的時代已經(jīng)結(jié)束。自動化打磨方式使用先進(jìn)DFC力控制技術(shù)使得打磨力控系統(tǒng)能夠處理各種復(fù)雜形狀的工件,,并且保證了工件的加工質(zhì)量和產(chǎn)品的一致性,。通過在機(jī)器人上的DFC力控系統(tǒng)執(zhí)行器,以及線性鏈接的DFC力控系統(tǒng)控制器,結(jié)合工件與打磨工具的磨損消耗計算方程,,使得系統(tǒng)能夠?qū)崿F(xiàn)復(fù)雜磨削,,隨形拋或安裝三維數(shù)模尺寸拋都成為可能。實時反饋并控制打磨力在設(shè)定范圍內(nèi),,在線質(zhì)量控制等功能,,極大地提...
2025-05-06 -
 江蘇力控系統(tǒng)按需定制
江蘇力控系統(tǒng)按需定制金屬加工工序中,激光焊接后的焊縫,,因為金屬的形變,、焊縫的高差及治具定位公差等原因,使的焊縫打磨變得難以實現(xiàn)自動化打磨,。常見的焊縫打磨包括:平面焊縫余高打磨,、曲面焊縫余高打磨、不規(guī)則焊縫打磨,、焊縫打磨后表面拋光等,。對于前兩種焊縫余高量的去除,通常集成激光測距儀實時反饋,、調(diào)整打磨工具高度與打磨位置,,也能實現(xiàn)力控系統(tǒng)加工作業(yè)。但對于不規(guī)則焊縫打磨和焊縫打磨后的表面拋光,,還需要準(zhǔn)確識別焊縫,、準(zhǔn)確定位和測量,對焊縫進(jìn)行智能柔性的打磨拋光,,使用大儒科技的DFC智能力控系統(tǒng)力控系統(tǒng)通過其柔性力控制,,提高一次性打磨效果,,確保產(chǎn)品打磨的一致性,實現(xiàn)批量快速的打磨生產(chǎn),。力控系統(tǒng) ,,就選大儒科技(蘇州)有限公司,用...
2025-05-06 -
 浙江力控系統(tǒng)來電咨詢
浙江力控系統(tǒng)來電咨詢打磨拋光是一種表面改性的工藝技術(shù),,應(yīng)用非常廣,。常規(guī)的打磨方案采用人工打磨,生產(chǎn)效率低,,工作周期長,,而且精度不高,產(chǎn)品均一性差,。尤其是打磨現(xiàn)場的噪聲和粉塵污染對工人的傷害特別大,。基于力控的打磨拋光機(jī)器人能夠?qū)崿F(xiàn)高效率,、高質(zhì)量的自動化打磨,,是替代人工打磨的行之有效的解決方案。力控系統(tǒng)機(jī)器人系統(tǒng)由以下幾部分組成:工業(yè)機(jī)器人,、力控系統(tǒng)、打磨工具,、工作臺,。力控系統(tǒng)機(jī)器人是力控制技術(shù)為主,通過控制加工軌跡和打磨工具與工件的接觸力,,以滿足柔性力和位置兩方面的工藝要求,,保證打磨質(zhì)量。力控系統(tǒng)系統(tǒng)適應(yīng)各種工業(yè)機(jī)器人,,通過力控系統(tǒng)控制打磨加工過程,,使機(jī)器人具備了良好的對接觸力感知和控制能力,實現(xiàn)了高效率高質(zhì)量的自...
2025-05-06 -
 珠海原裝力控系統(tǒng)
珠海原裝力控系統(tǒng)實際打磨時氣動打磨機(jī)來回移動,,圓棒工件旋轉(zhuǎn)移動,,打磨機(jī)與圓棒工件之間線接觸的打磨,要想打磨圓棒工件的整個外圓周,,圓棒工件不但要進(jìn)行軸線移動,,還需要徑向的調(diào)整位置,專機(jī)打磨的剛性接觸使得打磨效率低,,圓度不一致的缺陷,,有待于改善。DFC力控系統(tǒng)安裝在客戶現(xiàn)有打磨專機(jī)上,,保持圓棒勻速旋轉(zhuǎn)通過滾筒線,,在原有氣動打磨機(jī)位置后,,安裝DFC力控系統(tǒng),在力控系統(tǒng)執(zhí)行器末端安裝原有氣動打磨機(jī),。按原有直線運動的軌跡實現(xiàn)柔性力控系統(tǒng),,但是DFC力控系統(tǒng)的柔性力控制功能使得快速移動的工件收到的打磨力在設(shè)定的力值范圍內(nèi),使得原有的線性接觸打磨為面接觸打磨,,使得不變化圓棒工件安裝位置的情況下一次性力控系統(tǒng),,力控系統(tǒng)效率高...
2025-05-05 -
 廣東快速響應(yīng)力控系統(tǒng)
廣東快速響應(yīng)力控系統(tǒng)自動化打磨拋光適用于各種類型工件和材料打磨拋光工藝的各個方面,常規(guī)復(fù)雜形狀工件的拋光需要由人工完成,不僅加工效率低、產(chǎn)品一致性難以保證,、生產(chǎn)人員工作環(huán)境惡劣,同時管理成本較高,隨著用工成本和技工不確定性風(fēng)險的上市,利用人口紅利創(chuàng)造產(chǎn)品利潤的時代已經(jīng)結(jié)束,。自動化打磨方式使用先進(jìn)DFC力控制技術(shù)使得打磨力控系統(tǒng)能夠處理各種復(fù)雜形狀的工件,并且保證了工件的加工質(zhì)量和產(chǎn)品的一致性,。通過在機(jī)器人上的DFC力控系統(tǒng)執(zhí)行器,以及線性鏈接的DFC力控系統(tǒng)控制器,,結(jié)合工件與打磨工具的磨損消耗計算方程,使得系統(tǒng)能夠?qū)崿F(xiàn)復(fù)雜磨削,,隨形拋或安裝三維數(shù)模尺寸拋都成為可能,。實時反饋并控制打磨力在設(shè)定范圍內(nèi),在線質(zhì)量控制等...
2025-05-05 -
珠海力控系統(tǒng)按需定制
在木門,、衣柜廚柜門等表面雕琢后需要進(jìn)行打磨,,從而使后續(xù)的上油漆過程中節(jié)省油漆同時提高油漆的均勻性,現(xiàn)有技術(shù)主要是通過拿砂紙來回摩擦實現(xiàn),,其不但費時費力,,而且由于人工的力度在各個階段可能各不相同,,從而也會影響打磨的質(zhì)量,,故而也會影響打磨的效果及效率,難以滿足后續(xù)加工操作,,故而適用性和實用性受到限制,。DFC智能力控系統(tǒng)力控系統(tǒng)幫助企業(yè)現(xiàn)有設(shè)備實現(xiàn)柔性的自動化批量產(chǎn)生。充分利用客戶現(xiàn)有設(shè)備,,安裝打磨力控系統(tǒng)的力控系統(tǒng)設(shè)備,,操作便捷,,其不但可以有效且快速的實現(xiàn)門板的打磨操作,而且整體打磨操作中力度相同,,從而有利于提高打磨的效率與打磨的質(zhì)量,,并且可以實時調(diào)整,有利于提高打磨的均勻性,,適用性強(qiáng)且實用性好,。...
2025-05-05 -
 正規(guī)力控系統(tǒng)值得信賴企業(yè)
正規(guī)力控系統(tǒng)值得信賴企業(yè)鎂鋁合金、復(fù)合材料的修邊,,打磨,拋光批量生產(chǎn)對打磨效果的均勻性和一致性有較高要求,,安裝DFC力控系統(tǒng)來實現(xiàn)的力控系統(tǒng)機(jī)器人,安裝在固定工作臺上打磨生產(chǎn),,DFC力控系統(tǒng)的主動柔性力控制功能,,降低了機(jī)器人示教及編程難度。這類高精度打磨要求的產(chǎn)品通常用氣動打磨機(jī),,更換不同規(guī)格的打磨耗材,,能提高工作效率。DFC力控系統(tǒng)能柔性主動適應(yīng)產(chǎn)品公差,,夾治具位移,所導(dǎo)致的不一致,,使得機(jī)器人真正實現(xiàn)力控系統(tǒng)應(yīng)用,。改善現(xiàn)階段大部分工廠打磨作業(yè)還處于手工或者使用手持氣動,電動工具進(jìn)行研磨的落后打磨生產(chǎn)方式,。也優(yōu)化了使用機(jī)器人安裝電動或氣動工具進(jìn)行自動化打磨的廠家生產(chǎn)工藝,,因為與手持打磨比較,機(jī)器人打磨能有效提高生產(chǎn)效...
2025-05-05 -
 原裝力控系統(tǒng)有哪些品牌
原裝力控系統(tǒng)有哪些品牌實際打磨時氣動打磨機(jī)來回移動,,圓棒工件旋轉(zhuǎn)移動,打磨機(jī)與圓棒工件之間線接觸的打磨,,要想打磨圓棒工件的整個外圓周,,圓棒工件不但要進(jìn)行軸線移動,還需要徑向的調(diào)整位置,,專機(jī)打磨的剛性接觸使得打磨效率低,,圓度不一致的缺陷,有待于改善,。DFC力控系統(tǒng)安裝在客戶現(xiàn)有打磨專機(jī)上,,保持圓棒勻速旋轉(zhuǎn)通過滾筒線,在原有氣動打磨機(jī)位置后,,安裝DFC力控系統(tǒng),,在力控系統(tǒng)執(zhí)行器末端安裝原有氣動打磨機(jī)。按原有直線運動的軌跡實現(xiàn)柔性力控系統(tǒng),,但是DFC力控系統(tǒng)的柔性力控制功能使得快速移動的工件收到的打磨力在設(shè)定的力值范圍內(nèi),,使得原有的線性接觸打磨為面接觸打磨,使得不變化圓棒工件安裝位置的情況下一次性力控系統(tǒng),,力控系統(tǒng)效率高...
2025-05-05 -
 銷售力控系統(tǒng)源頭直供廠家
銷售力控系統(tǒng)源頭直供廠家客戶終端采用氣動圓盤工具對圓棒類工件的外表面進(jìn)行打磨,實際打磨時氣動打磨機(jī)來回移動,,圓棒工件旋轉(zhuǎn)移動,氣動打磨機(jī)與圓棒工件之間線接觸的打磨,,要想打磨圓棒工件的整個外圓周,圓棒工件不但要進(jìn)行軸線移動,,還需要徑向的調(diào)整位置,專機(jī)打磨的剛性接觸使得打磨效率低,,圓度不一致的缺陷,有待于改善,。DFC力控系統(tǒng)安裝在客戶現(xiàn)有打磨專機(jī)上,,保持圓棒勻速旋轉(zhuǎn)通過滾筒線,在原有氣動打磨機(jī)位置后,,安裝DFC力控系統(tǒng),,在力控系統(tǒng)執(zhí)行器末端安裝原有氣動打磨機(jī)。按原有直線運動的軌跡實現(xiàn)柔性力控系統(tǒng),,但是DFC力控系統(tǒng)的柔性力控制功能使得快速移動的工件收到的打磨力在設(shè)定的力值范圍內(nèi),,使得原有的線性接觸打磨為面接觸打磨,使得不...
2025-05-04 -
深圳力控系統(tǒng)產(chǎn)品使用誤區(qū)
打磨力的數(shù)字量化及實時控制,,保證了打磨力的均衡柔性輸出,,高精度力控制,不但可以解決打磨行業(yè)自動化實現(xiàn)難的痛點,,又保證了批量工件的打磨效果的均勻性和一致性,;打磨過程中的高頻率振動對打磨機(jī)、機(jī)械手連接部分有不可逆的損傷,,包括精度降低,、關(guān)節(jié)損壞等,智能力控系統(tǒng)控制系統(tǒng)對打磨力的控制,,有效實現(xiàn)吸振功能,,延長打磨機(jī)、機(jī)械手等設(shè)備壽命;智能力控系統(tǒng)控制系統(tǒng)預(yù)留通用安裝孔和轉(zhuǎn)接法蘭,,通用安裝于各品牌機(jī)器人,、使用設(shè)備,并通過USB數(shù)據(jù)線,、全雙工異步控制線,、TCP/IP的方式與市面通用設(shè)備連接、通訊,,比較大化的幫助客戶利用起現(xiàn)有設(shè)備,,降低一次性投入成本。力控系統(tǒng) ,,就選大儒科技(蘇州)有限公司,用戶的信賴之選,,...
2025-05-04 -
 廣東力控系統(tǒng)技術(shù)指導(dǎo)
廣東力控系統(tǒng)技術(shù)指導(dǎo)DFC力控系統(tǒng)是用于自動化打磨拋光領(lǐng)域的力控制執(zhí)行系統(tǒng),。安裝于需要實現(xiàn)柔性智能打磨功能的設(shè)備末端,,比如機(jī)器人手臂,直接執(zhí)行打磨的預(yù)設(shè)指令,,機(jī)器人負(fù)責(zé)路徑的執(zhí)行。力控系統(tǒng)功能:1.柔性控制:在打磨機(jī)接觸工作的瞬間,,以及運行過程中,力控系統(tǒng)以柔性浮動方式,,主動適應(yīng)工件表面的尺寸變化,,將力的大小始終控制在所需范圍之內(nèi)。2.不受角度與奮力的影響:可對工件三維空間外形任何角度進(jìn)行拋光打磨,。3.瞬間響應(yīng):力控系統(tǒng)在運行過程中,,可根據(jù)工件表面的變化,,瞬間浮動調(diào)整,,將力的大小控制在所設(shè)定范圍之內(nèi),。4.降低機(jī)器人示教精度要求:機(jī)器人示教只需設(shè)定好運行路徑,,工件表面壓力由力控系統(tǒng)完成,機(jī)器人示教變得很簡單,,減少了...
2025-05-04 -
珠海力控系統(tǒng)市場前景
鑄件去毛刺去毛刺機(jī)器人工作分為接觸性和非接觸性兩類。非接觸性作業(yè)如噴涂和弧焊,,這類機(jī)器人對軌跡位置控制精度的要求不高,,但對于接觸式作業(yè),,比如裝配、打磨,,如果還是按照傳統(tǒng)的位置控制的話,就會出現(xiàn)偏差,,導(dǎo)致容易導(dǎo)致過磨削或欠磨削。由此,,我們不得不提到柔順控制,,柔順控制也分為主動型和被動型,鑄件去毛刺常用被動型柔順控制,。在機(jī)器人末端會添加一個柔順機(jī)構(gòu),,當(dāng)末端執(zhí)行器與工件發(fā)生接觸時,,末端柔順執(zhí)行器能夠調(diào)整機(jī)器的運動軌跡,從而實現(xiàn)力控,。如常用的彈簧(橡皮)浮動和氣浮動力控系統(tǒng)頭,,當(dāng)接觸力過大時,,打磨頭會遠(yuǎn)離工件的方向進(jìn)行偏移運動,,當(dāng)接觸力過小時,打磨頭會靠近工件方向運動,,從而實現(xiàn)衡力打磨,。而閉環(huán)控制器+...
2025-05-04 -
 原裝力控系統(tǒng)怎么用
原裝力控系統(tǒng)怎么用外表面進(jìn)行打磨,實際打磨時氣動打磨機(jī)來回移動,圓棒工件旋轉(zhuǎn)移動,,氣動打磨機(jī)與圓棒工件之間線接觸的打磨,,要想打磨圓棒工件的整個外圓周,,圓棒工件不但要進(jìn)行軸線移動,還需要徑向的調(diào)整位置,,專機(jī)打磨的剛性接觸使得打磨效率低,圓度不一致的缺陷,,有待于改善,。DFC力控系統(tǒng)安裝在客戶現(xiàn)有打磨專機(jī)上,保持圓棒勻速旋轉(zhuǎn)通過滾筒線,,在原有氣動打磨機(jī)位置后,安裝DFC力控系統(tǒng),,在力控系統(tǒng)執(zhí)行器末端安裝原有氣動打磨機(jī)。按原有直線運動的軌跡實現(xiàn)柔性力控系統(tǒng),,但是DFC力控系統(tǒng)的柔性力控制功能使得快速移動的工件收到的打磨力在設(shè)定的力值范圍內(nèi),,使得原有的線性接觸打磨為面接觸打磨,,使得不變化圓棒工件安裝位置的情況下一次性力控...
2025-05-04 -
 四川力控系統(tǒng)比較便宜
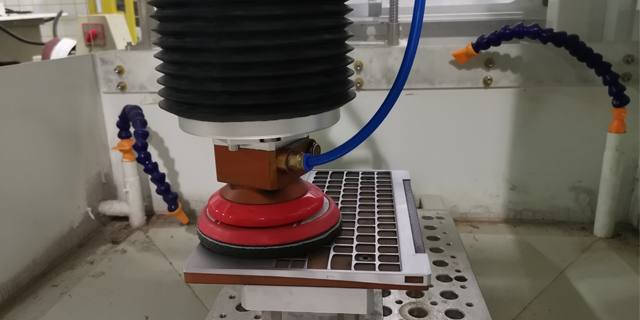
四川力控系統(tǒng)比較便宜機(jī)器人在打磨及拋光領(lǐng)域應(yīng)用越來越多,,安裝FDFC力控系統(tǒng)實現(xiàn)的力控系統(tǒng)工作臺。當(dāng)打磨機(jī)器人就位執(zhí)行設(shè)置好的打磨路徑,,通過DFC力控系統(tǒng)控制實時的打磨力,,當(dāng)工件與浮動拋光電機(jī)構(gòu)的接觸壓力增大時,DFC力控系統(tǒng)系統(tǒng)則減少推動力,;當(dāng)接觸壓力減少時則加大推動力,。DFC力控系統(tǒng)工作臺進(jìn)一步的提高了打磨質(zhì)量,,通過主動力控結(jié)合被動力控的方式,,保證工件與磨具之間的壓力柔性且可控,提高了生產(chǎn)效率與質(zhì)量,,擴(kuò)大了打磨工作臺的適用范圍。通過主動力控結(jié)合被動力控的方式,,保證工件與磨具之間的壓力柔性且可控,,提高了生產(chǎn)效率與質(zhì)量,,擴(kuò)大了打磨工作臺的適用范圍,。本打磨系統(tǒng)通過浮動式拋光電機(jī)實現(xiàn)了在打磨過程中工件與磨具之間壓力柔...
2025-05-04 -
 柔性控制力控系統(tǒng)來電咨詢
柔性控制力控系統(tǒng)來電咨詢通過在KUKA工業(yè)機(jī)器人末端的氣動柔順力的控制功能使得打磨工具始終壓緊被加工表面,且壓力大小保持恒定,,根據(jù)規(guī)劃路徑調(diào)整機(jī)器人的末端位姿,同時按照設(shè)定參數(shù)自動更換砂紙等耗材,,進(jìn)一步保證打磨的質(zhì)量,。目前加工軌跡表面復(fù)雜、精度要求高的自由曲面類零件打磨拋光基本都是由人工手持作業(yè)工具并依賴于工人的經(jīng)驗來完成的,,這很難保證自由曲面零件的形位精度,、表面微觀物理屬性,且制造成本較高,,制約了成型模具加工技術(shù)的發(fā)展,;尤其是目前的人工作業(yè)難以保證質(zhì)量的一致性及加工效率,據(jù)統(tǒng)計精整加工占整個模具制造工時的42%左右,,繁重的作業(yè)任務(wù)及低效率使得某些裝備的研制周期受到嚴(yán)重的影響,。力控系統(tǒng) ,就選大儒科技(蘇州)有限公司...
2025-05-04 -
 柔性控制力控系統(tǒng)貨源推薦
柔性控制力控系統(tǒng)貨源推薦針對薄壁件的自動打磨問題,,安裝使用智能打磨力控系統(tǒng)是簡單有效的恒力打磨加工方法,。通過在KUKA工業(yè)機(jī)器人末端的氣動柔順力控制功能使得打磨工具始終壓緊被加工表面,且壓力大小保持恒定,,根據(jù)規(guī)劃路徑調(diào)整機(jī)器人的末端位姿,同時按照設(shè)定參數(shù)自動更換砂紙等耗材,,進(jìn)一步保證打磨的質(zhì)量。目前加工軌跡表面復(fù)雜,、精度要求高的自由曲面類零件打磨拋光基本都是由人工手持作業(yè)工具并依賴于工人的經(jīng)驗來完成的,這很難保證自由曲面零件的形位精度,、表面微觀物理屬性,且制造成本較高,,制約了成型模具加工技術(shù)的發(fā)展;尤其是目前的人工作業(yè)難以保證質(zhì)量的一致性及加工效率,,據(jù)統(tǒng)計精整加工占整個模具制造工時的42%左右,繁重的作業(yè)任務(wù)及低效率...
2025-05-04 -
廣州力控系統(tǒng)產(chǎn)品使用誤區(qū)
客戶終端采用氣動圓盤工具對圓棒類工件的外表面進(jìn)行打磨,實際打磨時氣動打磨機(jī)來回移動,圓棒工件旋轉(zhuǎn)移動,,氣動打磨機(jī)與圓棒工件之間線接觸的打磨,,要想打磨圓棒工件的整個外圓周,,圓棒工件不但要進(jìn)行軸線移動,,還需要徑向的調(diào)整位置,,專機(jī)打磨的剛性接觸使得打磨效率低,圓度不一致的缺陷,,有待于改善,。DFC力控系統(tǒng)安裝在客戶現(xiàn)有打磨專機(jī)上,,保持圓棒勻速旋轉(zhuǎn)通過滾筒線,在原有氣動打磨機(jī)位置后,,安裝DFC力控系統(tǒng),,在力控系統(tǒng)執(zhí)行器末端安裝原有氣動打磨機(jī)。按原有直線運動的軌跡實現(xiàn)柔性力控系統(tǒng),,但是DFC力控系統(tǒng)的柔性力控制功能使得快速移動的工件收到的打磨力在設(shè)定的力值范圍內(nèi),,使得原有的線性接觸打磨為面接觸打磨,,使得不...
2025-05-04 -
 廣州官方授權(quán)經(jīng)銷力控系統(tǒng)
廣州官方授權(quán)經(jīng)銷力控系統(tǒng)在木門、衣柜廚柜門等表面雕琢后需要進(jìn)行打磨,,從而使后續(xù)的上油漆過程中節(jié)省油漆同時提高油漆的均勻性,,現(xiàn)有技術(shù)主要是通過人工拿砂紙來回摩擦實現(xiàn),其不但費時費力,,而且由于人工的力度在各個階段可能各不相同,從而也會影響打磨的質(zhì)量,,故而也會影響打磨的效果及效率,難以滿足后續(xù)加工操作,,故而適用性和實用性受到限制。DFC智能力控系統(tǒng)力控系統(tǒng)幫助企業(yè)現(xiàn)有設(shè)備實現(xiàn)柔性的自動化批量產(chǎn)生,。充分利用客戶現(xiàn)有設(shè)備,安裝打磨力控系統(tǒng)的力控系統(tǒng)設(shè)備,,操作便捷,,其不但可以有效且快速的實現(xiàn)門板的打磨操作,而且整體打磨操作中力度相同,,從而有利于提高打磨的效率與打磨的質(zhì)量,,并且可以實時調(diào)整力控系統(tǒng) ,就選大儒科技(蘇州)有限公司,,...
2025-05-03 -
 重慶力控系統(tǒng)給您好的建議
重慶力控系統(tǒng)給您好的建議打磨拋光是一種表面改性的工藝技術(shù),,應(yīng)用非常廣,。常規(guī)的打磨方案采用人工打磨,生產(chǎn)效率低,,工作周期長,而且精度不高,,產(chǎn)品均一性差。尤其是打磨現(xiàn)場的噪聲和粉塵污染對工人的傷害特別大,。基于力控的打磨拋光機(jī)器人能夠?qū)崿F(xiàn)高效率,、高質(zhì)量的自動化打磨,,是替代人工打磨的行之有效的解決方案,。力控系統(tǒng)機(jī)器人系統(tǒng)由以下幾部分組成:工業(yè)機(jī)器人,、力控系統(tǒng)、打磨工具,、工作臺,。力控系統(tǒng)機(jī)器人是力控制技術(shù)為主,通過控制加工軌跡和打磨工具與工件的接觸力,,以滿足柔性力和位置兩方面的工藝要求,,保證打磨質(zhì)量,。力控系統(tǒng)系統(tǒng)適應(yīng)各種工業(yè)機(jī)器人,,通過力控系統(tǒng)控制打磨加工過程,使機(jī)器人具備了良好的對接觸力感知和控制能力,,實現(xiàn)了高效率高質(zhì)量的自...
2025-05-03 -
 打磨力控系統(tǒng)機(jī)構(gòu)
打磨力控系統(tǒng)機(jī)構(gòu)為保證打磨拋光效果得到有效保證,使用DFC智能力控系統(tǒng)力控系統(tǒng)來實現(xiàn)批量打磨,。在DFC力控系統(tǒng)執(zhí)行器末端安裝上客戶原有的打磨拋光工具即可實現(xiàn)力控系統(tǒng)的柔性執(zhí)行,。例如在DFC力控系統(tǒng)末端安裝角磨機(jī)實現(xiàn)焊縫打磨或者焊渣清理??梢愿鶕?jù)需要安裝千葉片或著不銹鋼碗刷,;安裝千葉片可以進(jìn)行焊接飛濺的打磨,、表面磕碰劃傷的打磨、焊縫余高的磨平及加工余高的打磨等工作,;安裝不銹鋼碗刷可以進(jìn)行長大焊縫的打磨,主要作用是去除焊接區(qū)域的氧化皮,。打磨焊縫表面不得有裂紋、焊瘤,、燒穿,、弧坑沙眼等缺陷。拋光后焊縫不得有表面氣孔,、夾渣,、弧坑、裂紋,、電弧擦傷,、打火等缺陷,。更換拋光機(jī)實現(xiàn)的磨拋效果,,用布輪把不銹鋼產(chǎn)品拋光成有光澤的表面...
2025-05-03 -
珠海力控系統(tǒng)產(chǎn)品使用誤區(qū)
而且傳統(tǒng)的工件清理技術(shù)使用位置支配法則,,因需盡量準(zhǔn)確地確定機(jī)器人運轉(zhuǎn)路徑,,編程工作繁復(fù)而耗時,。傳統(tǒng)技術(shù)盡管在學(xué)說上可獲得恒定的研磨拋光質(zhì)量,,然而實情并不盡如人意,加工后的工件往往前后品質(zhì)不一,,公差各不相同,,難以得到安定的工藝效用。關(guān)于繁雜結(jié)構(gòu)的鑄件,、毛刺散布分散的鑄件也能對應(yīng),。而且機(jī)器人具可編程性,新的產(chǎn)品導(dǎo)入只需要改換工裝治具,,次序切換就能完成,。這使裝置具更高的柔性化,更適當(dāng)目前企業(yè)的需要,。同機(jī)遇器人去毛刺的方案能增加工友休息強(qiáng)度或間接省去工友,,無效確保加工質(zhì)量分歧性,,進(jìn)步全體消費效率,改善工廠任務(wù)環(huán)境,。這些劣勢都是很明顯的,,縱使裝置投入本錢略高,,也越來越多被企業(yè)背負(fù),。隨著機(jī)械人力控技術(shù)的發(fā)...
2025-05-03 -
 恒力力控系統(tǒng)
恒力力控系統(tǒng)鎂鋁合金,、復(fù)合材料的修邊,,打磨,拋光批量生產(chǎn)對打磨效果的均勻性和一致性有較高要求,,安裝DFC力控系統(tǒng)來實現(xiàn)的力控系統(tǒng)機(jī)器人,,安裝在固定工作臺上打磨生產(chǎn),,DFC力控系統(tǒng)的主動柔性力控制功能,,降低了機(jī)器人示教及編程難度,。這類高精度打磨要求的產(chǎn)品通常用氣動打磨機(jī),,更換不同規(guī)格的打磨耗材,能提高工作效率,。DFC力控系統(tǒng)能柔性主動適應(yīng)產(chǎn)品公差,,夾治具位移,所導(dǎo)致的不一致,,使得機(jī)器人真正實現(xiàn)力控系統(tǒng)應(yīng)用,。改善現(xiàn)階段大部分工廠打磨作業(yè)還處于手工或者使用手持氣動,電動工具進(jìn)行研磨的落后打磨生產(chǎn)方式,。也優(yōu)化了使用機(jī)器人安裝電動或氣動工具進(jìn)行自動化打磨的廠家生產(chǎn)工藝,,因為與手持打磨比較,機(jī)器人打磨能有效提高生產(chǎn)效...
2025-05-03 -
通用力控系統(tǒng)按需定制
打磨力的數(shù)字量化及實時控制,,保證了打磨力的均衡柔性輸出,,高精度力控制,不但可以解決打磨行業(yè)自動化實現(xiàn)難的痛點,,又保證了批量工件的打磨效果的均勻性和一致性,;打磨過程中的高頻率振動對打磨機(jī)、機(jī)械手連接部分有不可逆的損傷,,包括精度降低,、關(guān)節(jié)損壞等,智能力控系統(tǒng)控制系統(tǒng)對打磨力的控制,,有效實現(xiàn)吸振功能,,延長打磨機(jī)、機(jī)械手等設(shè)備壽命;智能力控系統(tǒng)控制系統(tǒng)預(yù)留通用安裝孔和轉(zhuǎn)接法蘭,,通用安裝于各品牌機(jī)器人,、使用設(shè)備,并通過USB數(shù)據(jù)線,、全雙工異步控制線,、TCP/IP的方式與市面通用設(shè)備連接、通訊,,比較大化的幫助客戶利用起現(xiàn)有設(shè)備,,降低一次性投入成本。力控系統(tǒng) ,,就選大儒科技(蘇州)有限公司,,有需要可以聯(lián)系我...
2025-05-03 -
 廣東力控系統(tǒng)怎么用
廣東力控系統(tǒng)怎么用目前,隨著社會的發(fā)展,,越來越多家具和裝修需要使用石材,,而對于石材表面的平整要求也越來越高,需要對石材表面進(jìn)行打磨拋光,,實現(xiàn)平面光滑整潔,,而現(xiàn)有的打磨操作一般需要工人使用打磨工具對石材表面一點點打磨拋光,這種打磨方式耗時耗力,,打磨的效率不高,,對工人的勞動強(qiáng)度也大,,加大了人工成本,。針對這些問題,安裝了DFC智能力控系統(tǒng)力控的石板平面自動打磨設(shè)備,,能夠克服解決這些問題,。其中動力裝置能夠為石板打磨提供動力,使打磨機(jī)自由移動,,轉(zhuǎn)動裝置能夠使打磨機(jī)前后往復(fù)移動,,實現(xiàn)對石板的前后打磨,研磨裝置能夠使打磨機(jī)向右前進(jìn),,對石板平面打磨,,此設(shè)備能夠自動完成對石板平面的打磨,無需人工操作,,節(jié)約了人力成本,,也能夠減少工...
2025-05-03 -
直銷力控系統(tǒng)供應(yīng)
大儒科技基于對研磨工藝和打磨拋光應(yīng)用場景的深刻理解,研發(fā)設(shè)計了DFC智能力控系統(tǒng)拋光力控系統(tǒng),,幫助企業(yè)實現(xiàn)自動化打磨,,并取得更好的一致性和均勻性效果,提升良率,降本增效,;智能力控系統(tǒng)解決方案以人為引導(dǎo)主體,,以力控系統(tǒng)為工具,以基于打磨工藝的控制算法和運動規(guī)劃及控制算法為中心,,使得機(jī)器人的操作更簡單,,讓機(jī)器人打磨的應(yīng)用更直觀。智能力控系統(tǒng)力控系統(tǒng)支持多種標(biāo)準(zhǔn)工業(yè)機(jī)器人,,兼容ABB,、KUKA、FANUC,、安川,、UR、愛普生,、埃斯頓等多個國際,、國內(nèi)品牌機(jī)器人通訊協(xié)議,安裝即用,。DFC打磨力控系統(tǒng)是通用型的柔性力控制工具,,可實現(xiàn)所有材質(zhì)表面的打磨、拋光,、去焊縫,、去毛刺、去除合模線,、清潔等的自動化需求,;...
2025-05-03 -
高質(zhì)量力控系統(tǒng)貨源推薦
客戶終端采用氣動圓盤工具對圓棒類工件的外表面進(jìn)行打磨,實際打磨時氣動打磨機(jī)來回移動,圓棒工件旋轉(zhuǎn)移動,,打磨機(jī)與圓棒工件之間線接觸的打磨,,要想打磨圓棒工件的整個外圓周,圓棒工件不但要進(jìn)行軸線移動,,還需要徑向的調(diào)整位置,,專機(jī)打磨的剛性接觸使得打磨效率低,圓度不一致的缺陷,,有待于改善,。DFC力控系統(tǒng)安裝在客戶現(xiàn)有打磨專機(jī)上,保持圓棒勻速旋轉(zhuǎn)通過滾筒線,,在原有氣動打磨機(jī)位置后,,安裝DFC力控系統(tǒng),在力控系統(tǒng)執(zhí)行器末端安裝原有氣動打磨機(jī),。按原有直線運動的軌跡實現(xiàn)柔性力控系統(tǒng),,但是DFC力控系統(tǒng)的柔性力控制功能使得快速移動的工件收到的打磨力在設(shè)定的力值范圍內(nèi),使得原有的線性接觸打磨為面接觸打磨,使得不變化...
2025-05-03 -
 四川力補(bǔ)償力控系統(tǒng)
四川力補(bǔ)償力控系統(tǒng)實際打磨時氣動打磨機(jī)來回移動,,圓棒工件旋轉(zhuǎn)移動,,打磨機(jī)與圓棒工件之間線接觸的打磨,要想打磨圓棒工件的整個外圓周,,圓棒工件不但要進(jìn)行軸線移動,,還需要徑向的調(diào)整位置,專機(jī)打磨的剛性接觸使得打磨效率低,,圓度不一致的缺陷,,有待于改善。DFC力控系統(tǒng)安裝在客戶現(xiàn)有打磨專機(jī)上,,保持圓棒勻速旋轉(zhuǎn)通過滾筒線,,在原有氣動打磨機(jī)位置后,安裝DFC力控系統(tǒng),,在力控系統(tǒng)執(zhí)行器末端安裝原有氣動打磨機(jī),。按原有直線運動的軌跡實現(xiàn)柔性力控系統(tǒng),但是DFC力控系統(tǒng)的柔性力控制功能使得快速移動的工件收到的打磨力在設(shè)定的力值范圍內(nèi),,使得原有的線性接觸打磨為面接觸打磨,,使得不變化圓棒工件安裝位置的情況下一次性力控系統(tǒng),力控系統(tǒng)效率高...
2025-05-03 -
重慶通用力控系統(tǒng)
鑄件去毛刺去毛刺機(jī)器人工作分為接觸性和非接觸性兩類,。非接觸性作業(yè)如噴涂和弧焊,,這類機(jī)器人對軌跡位置控制精度的要求不高,但對于接觸式作業(yè),,比如裝配,、打磨,如果還是按照傳統(tǒng)的位置控制的話,,就會出現(xiàn)偏差,,導(dǎo)致容易導(dǎo)致過磨削或欠磨削,。由此,,我們不得不提到柔順控制,柔順控制也分為主動型和被動型,,鑄件去毛刺常用被動型柔順控制,。在機(jī)器人末端會添加一個柔順機(jī)構(gòu),當(dāng)末端執(zhí)行器與工件發(fā)生接觸時,,末端柔順執(zhí)行器能夠調(diào)整機(jī)器的運動軌跡,,從而實現(xiàn)力控。如常用的彈簧(橡皮)浮動和氣浮動力控系統(tǒng)頭,,當(dāng)接觸力過大時,,打磨頭會遠(yuǎn)離工件的方向進(jìn)行偏移運動,當(dāng)接觸力過小時,打磨頭會靠近工件方向運動,,從而實現(xiàn)衡力打磨,。而閉環(huán)控制器+...
2025-05-03 -
 正規(guī)力控系統(tǒng)詳情
正規(guī)力控系統(tǒng)詳情打磨拋光是一種表面改性的工藝技術(shù),應(yīng)用非常廣,。常規(guī)的打磨方案采用人工打磨,,生產(chǎn)效率低,工作周期長,,而且精度不高,,產(chǎn)品均一性差。尤其是打磨現(xiàn)場的噪聲和粉塵污染對工人的傷害特別大,?;诹氐拇蚰伖鈾C(jī)器人能夠?qū)崿F(xiàn)高效率、高質(zhì)量的自動化打磨,,是替代人工打磨的行之有效的解決方案,。力控系統(tǒng)機(jī)器人系統(tǒng)由以下幾部分組成:工業(yè)機(jī)器人、力控系統(tǒng),、打磨工具,、工作臺。力控系統(tǒng)機(jī)器人是力控制技術(shù)為主,,通過控制加工軌跡和打磨工具與工件的接觸力,,以滿足柔性力和位置兩方面的工藝要求,保證打磨質(zhì)量,。力控系統(tǒng)系統(tǒng)適應(yīng)各種工業(yè)機(jī)器人,,通過力控系統(tǒng)控制打磨加工過程,使機(jī)器人具備了良好的對接觸力感知和控制能力,,實現(xiàn)了高效率高質(zhì)量的自...
2025-05-03